ચુંબકીય સ્ટાર્ટર્સની મરામત
ચુંબકીય સ્ટાર્ટર્સના સંપર્કોનું સમારકામ
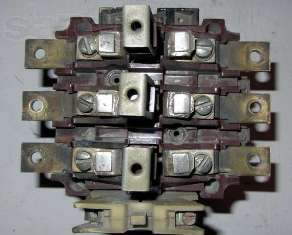
 સંપર્કો ચુંબકીય શરૂઆત, જેની સપાટી પર બર્નિંગ અને કાર્બન ડિપોઝિટના નિશાન છે, તેને સફેદ સ્પિરિટ અથવા એવિએશન ગેસોલિનમાં ડૂબેલા સુતરાઉ કાપડથી સાફ કરવામાં આવે છે.
સંપર્કો ચુંબકીય શરૂઆત, જેની સપાટી પર બર્નિંગ અને કાર્બન ડિપોઝિટના નિશાન છે, તેને સફેદ સ્પિરિટ અથવા એવિએશન ગેસોલિનમાં ડૂબેલા સુતરાઉ કાપડથી સાફ કરવામાં આવે છે.
સંપર્કોની સપાટી પરના ધાતુના સ્પ્લેટર્સ અને "માળા" ફાઇલથી સાફ કરવામાં આવે છે. 0.05 મીમીની જાડાઈ સાથે પાઈકથી સફાઈ કર્યા પછી, સંપર્ક સપાટીઓના જોડાણની ચુસ્તતા તપાસો. બંધ સંપર્કો સાથે, ચકાસણી સંપર્કો વચ્ચે સંપર્ક સપાટીના 25% થી વધુ પસાર થવી જોઈએ નહીં.
તૂટવા અથવા ઢીલા થવાના કિસ્સામાં, સંપર્ક સ્પ્રિંગને નવા અથવા નકારેલા સ્ટાર્ટરમાંથી યોગ્ય સાથે બદલવામાં આવે છે.
જ્યારે કરંટ-વહન વાયરને જોડવા માટેના સ્ક્રૂ માટેના છિદ્રોમાં દોરો પહેરવામાં આવે છે અથવા ખુલ્લા કરવામાં આવે છે, ત્યારે ક્ષતિગ્રસ્ત થ્રેડ સાથેના છિદ્રો કાપી નાખવામાં આવે છે, અને નીચેના કદના થ્રેડને ટેપથી ટેપ કરવામાં આવે છે.

ચુંબકીય સ્ટાર્ટર્સના ચુંબકીય સર્કિટનું સમારકામ
મેગ્નેટિક સ્ટાર્ટર્સના મેગ્નેટિક સર્કિટમાં આર્મેચર અને કોર હોય છે જેના પર શોર્ટ-સર્કિટેડ કોઇલ પ્રબલિત હોય છે.
કોર અને આર્મેચરની દૂષિત સંપર્ક સપાટીઓને ગેસોલિનમાં પલાળેલી સફાઈ સામગ્રીથી સાફ કરવામાં આવે છે.જો સંપર્કની સપાટી પર કાટના નિશાન હોય, તો સપાટીને એમરી કાપડથી સાફ કરવામાં આવે છે. 0.05 મીમી પ્રોબ વડે સફાઈ કર્યા પછી, કોર અને આર્મેચર વચ્ચેના સંપર્ક વિસ્તારને હાથથી કોર સામે દબાવીને તપાસો. સંપર્ક સપાટી કોર વિભાગના ઓછામાં ઓછા 70% હોવી જોઈએ.
જો આર્મેચરના મધ્ય કોર અને મેગ્નેટિક સર્કિટના કોર વચ્ચેનું હવાનું અંતર 0.2 mm કરતા ઓછું હોય, તો સ્ટાર્ટરના આર્મેચર અથવા કોરને વાઈસમાં ક્લેમ્પ કરવામાં આવે છે અને મધ્યમ કોર એક ફાઈન સ્લોટ સાથેની ફાઈલથી ભરવામાં આવે છે. એન્કર પછી કોર પર મૂકવામાં આવે છે અને ગેપની તપાસ કરવામાં આવે છે. અંતર 0.2 અને 0.25 મીમી વચ્ચે હોવું જોઈએ. કોરને ફીડ કરતી વખતે, ખાતરી કરો કે જ્યારે મેગ્નેટ સિસ્ટમ બંધ હોય ત્યારે આર્મેચર અને કોર કોર કોરોની સપાટીઓ સમાંતર હોય.

વર્ક સખ્તાઇ દરમિયાન, કોર અને આર્મેચરની સંપર્ક સપાટીને ગ્રાઇન્ડીંગ મશીન પર ગ્રાઉન્ડ કરવામાં આવે છે જ્યાં સુધી સખ્તાઇના નિશાન દૂર ન થાય. પ્રોબ્સ સાથે ગ્રાઇન્ડીંગ કર્યા પછી, મધ્ય સેર, તેમજ આર્મેચર અને કોરના અંતિમ સેરના સંપર્ક વિસ્તારને તપાસો. મધ્ય કોરો વચ્ચેનું અંતર ઉપલા મર્યાદાની અંદર હોવું જોઈએ, અને અંતિમ કોરોનો સંપર્ક વિસ્તાર કોર ક્રોસ-સેક્શનના ઓછામાં ઓછા 70% હોવો જોઈએ.
સ્ટાર્ટર્સમાં ક્ષતિગ્રસ્ત શોર્ટ સર્કિટને નવા સાથે બદલવામાં આવે છે. સ્ટાર્ટરના ક્ષતિગ્રસ્ત શોર્ટ સર્કિટને એક બાજુની ફાઇલ સાથે કાપીને દૂર કરવામાં આવે છે.
જ્યાં કોઇલ ઇન્સ્ટોલ કરેલ છે તે જગ્યા ફાઇલ સાથે સાફ કરવામાં આવે છે. નવો શોર્ટિંગ ટર્ન બ્રાસનો બનેલો છે.સામગ્રીની અવેજીમાં અને પરિમાણોમાં વિચલનો સાથે શોર્ટ સર્કિટ બનાવવા પર પ્રતિબંધ છે, કારણ કે આ શામેલ સ્ટાર્ટરના અવાજમાં વધારો અથવા લૂપની અસ્વીકાર્ય ગરમી તરફ દોરી જાય છે.
સ્ટાર્ટર્સમાં ઉત્પાદિત શોર્ટ સર્કિટ કોરના ગ્રુવ્સમાં દબાવવામાં આવે છે અથવા કોર પર મૂકવામાં આવે છે અને તેની ફિક્સિંગ પ્લેટો વળેલી હોય છે.
જો ચુંબકીય સર્કિટની સપાટીનો રંગ ક્ષતિગ્રસ્ત હોય, તો તેને ગેસોલિન અથવા સફેદ સ્પિરિટમાં પલાળીને અને સૂકવવામાં આવેલી સફાઈ સામગ્રીથી સાફ કરવામાં આવે છે. સૂકાયા પછી, કોર અને એન્કરને દંતવલ્ક સ્નાનમાં નીચે કરવામાં આવે છે જેથી સંપર્ક સપાટીઓ વાર્નિશથી ઢંકાયેલી ન હોય અને સંપર્ક સપાટીની કિનારીઓ આસપાસ અનપેઇન્ટેડ સ્ટ્રીપની પહોળાઈ 3 મીમીથી વધુ ન હોય. તમે બ્રશ વડે મેગ્નેટિક સર્કિટના કોર અને આર્મેચરને પણ પેઇન્ટ કરી શકો છો.
પેઇન્ટેડ સપાટીઓ 2-3 કલાક માટે હવામાં સૂકવવામાં આવે છે.

મેગ્નેટિક સ્ટાર્ટર્સના ટર્મિનલ ક્લેમ્પ્સની મરામત
ટર્મિનલ બ્લોક્સની બળી ગયેલી અથવા ઓક્સિડાઇઝ્ડ સંપર્ક સપાટીઓને ફાઇલ અથવા સેન્ડપેપરથી સાફ કરવામાં આવે છે, ગેસોલિનમાં પલાળેલી સફાઈ સામગ્રીથી સાફ કરવામાં આવે છે અને POS-30 સોલ્ડરથી ટીન કરવામાં આવે છે.
જ્યારે વર્તમાન સપ્લાય વાયરને જોડવા માટેના સ્ક્રૂના છિદ્રોમાં દોરો પહેરવામાં આવે છે અથવા તૂટી જાય છે, ત્યારે છિદ્રોને ગેસ ટોર્ચનો ઉપયોગ કરીને તાંબા અથવા પિત્તળથી વેલ્ડિંગ કરવામાં આવે છે. વેલ્ડીંગની જગ્યાને ફાઇલ વડે સાફ કરવામાં આવે છે, ખીલી લગાવવામાં આવે છે અને નવો થ્રેડ કાપવા માટે એક છિદ્ર ડ્રિલ કરવામાં આવે છે. ડ્રિલ્ડ હોલમાં ક્ષતિગ્રસ્ત થ્રેડના કદમાં થ્રેડ કાપવામાં આવે છે.