ઇલેક્ટ્રિકલ મશીનોના વિન્ડિંગ્સનું ડ્રાયર ઇન્સ્યુલેશન
 જ્યારે વિન્ડિંગ્સ અને અન્ય જીવંત ભાગોનું ઇન્સ્યુલેશન ભીનું થઈ જાય છે ત્યારે ઇલેક્ટ્રિકલ મશીનો સુકાઈ જાય છે, ઉદાહરણ તરીકે પરિવહન, સંગ્રહ, ઇન્સ્ટોલેશન અને સમારકામ દરમિયાન, તેમજ જ્યારે એકમ લાંબા સમય સુધી બંધ હોય ત્યારે.
જ્યારે વિન્ડિંગ્સ અને અન્ય જીવંત ભાગોનું ઇન્સ્યુલેશન ભીનું થઈ જાય છે ત્યારે ઇલેક્ટ્રિકલ મશીનો સુકાઈ જાય છે, ઉદાહરણ તરીકે પરિવહન, સંગ્રહ, ઇન્સ્ટોલેશન અને સમારકામ દરમિયાન, તેમજ જ્યારે એકમ લાંબા સમય સુધી બંધ હોય ત્યારે.
ખાસ જરૂરિયાત વિના ઇલેક્ટ્રિકલ મશીનોના વિન્ડિંગ્સના ઇન્સ્યુલેશનને સૂકવવાથી વધારાના ગેરવાજબી ખર્ચ થાય છે, અને જો સૂકવણી મોડ યોગ્ય રીતે જાળવવામાં ન આવે તો, વધુમાં, વિન્ડિંગને નુકસાન થાય છે.
સૂકવણીનો હેતુ વિન્ડિંગ્સના ઇન્સ્યુલેશનમાંથી ભેજને દૂર કરવાનો અને વિદ્યુત મશીનને સંચાલિત કરી શકાય તેવા મૂલ્યમાં પ્રતિકાર વધારવાનો છે. 10 - 30 ° સે તાપમાને ઓછામાં ઓછું 0.5 MΩ હોવું આવશ્યક છે જે મોટા સમારકામમાંથી પસાર થયું હોય તેવા ઇલેક્ટ્રિક મશીનો માટેના ઇન્સ્યુલેશનનો સંપૂર્ણ પ્રતિકાર, MΩ.
 નવા ઇન્સ્ટોલ કરેલા ઇલેક્ટ્રિકલ મશીનો માટે, આ મૂલ્ય કોષ્ટકમાં આપેલા મૂલ્યો કરતા ઓછું હોવું જોઈએ નહીં. 2, અને 2 kV કરતાં વધુ અથવા 1000 kW કરતાં વધુના વોલ્ટેજવાળા ઇલેક્ટ્રિક મોટર્સ માટે, વધુમાં, તે મેગોહમિટર સાથે નક્કી કરવું જરૂરી છે. શોષણ ગુણાંક ka6c અથવા R60 / R15 ગુણોત્તર.
નવા ઇન્સ્ટોલ કરેલા ઇલેક્ટ્રિકલ મશીનો માટે, આ મૂલ્ય કોષ્ટકમાં આપેલા મૂલ્યો કરતા ઓછું હોવું જોઈએ નહીં. 2, અને 2 kV કરતાં વધુ અથવા 1000 kW કરતાં વધુના વોલ્ટેજવાળા ઇલેક્ટ્રિક મોટર્સ માટે, વધુમાં, તે મેગોહમિટર સાથે નક્કી કરવું જરૂરી છે. શોષણ ગુણાંક ka6c અથવા R60 / R15 ગુણોત્તર.
જો પ્રાપ્ત ડેટા ઇન્સ્યુલેશનની અસંતોષકારક સ્થિતિ દર્શાવે છે, તો ઇલેક્ટ્રિકલ મશીનો સૂકવવામાં આવે છે.
વિદ્યુત મશીન વિન્ડિંગના ઇન્સ્યુલેશનમાંથી ભેજને દૂર કરવું પ્રસરણને કારણે થાય છે, જેના કારણે વિન્ડિંગના ગરમ ભાગથી ઠંડા ભાગમાં ભેજ ગરમીના પ્રવાહની દિશામાં જાય છે.
ભેજની હિલચાલ ઇન્સ્યુલેશનના વિવિધ સ્તરોમાં ભેજના તફાવતને કારણે છે, વધુ ભેજવાળા સ્તરોમાંથી ભેજ ઓછી ભેજવાળી સ્તરોમાં જાય છે. ભેજમાં ઘટાડો, બદલામાં, તાપમાનમાં ઘટાડો થવાને કારણે છે. તાપમાનનો તફાવત જેટલો મોટો છે, ઇન્સ્યુલેશનની સૂકવણી વધુ તીવ્ર છે. ઉદાહરણ તરીકે, કોઇલના આંતરિક ભાગોને વર્તમાન સાથે ગરમ કરીને, ઇન્સ્યુલેશનના આંતરિક અને બાહ્ય સ્તરો વચ્ચે તાપમાનનો તફાવત બનાવવાનું શક્ય છે અને આમ સૂકવણીની પ્રક્રિયાને ઝડપી બનાવી શકાય છે.
સૂકવણીને વેગ આપવા માટે, મર્યાદા તાપમાને ગરમ કરાયેલ કોઇલને સમયાંતરે આસપાસના તાપમાને ઠંડું કરવું આવશ્યક છે. તેથી, થર્મલ પ્રસરણની કાર્યક્ષમતા વધારે છે, ઇન્સ્યુલેશનની સપાટીના સ્તરો ઝડપથી ઠંડુ થાય છે.
વિભાગ. 1. ઇલેક્ટ્રિક મશીનો માટે અંદાજિત સૂકવણીનો સમય
ઇલેક્ટ્રિક કાર લઘુત્તમ સમય, h, તાપમાન સુધી પહોંચવા માટે સૂકવવાનો સમય, h 50 ° C 70 ° C સ્થિર ઇન્સ્યુલેશન પ્રતિકાર સુધી પહોંચ્યા પછી સામાન્ય લઘુત્તમ, MOhm નાની અને મધ્યમ શક્તિ 2 — 3 5 — 7 15 — 20
3 — 5
હાઇ પાવર ઓપન ડિઝાઇન 10 — 16 15 — 25 40 — 60 5 — 10 હાઈ પાવર બંધ ડિઝાઇન 20 — 30 25 — 50 70-100
10 — 15
સૂકવણીની પ્રક્રિયા દરમિયાન, કોઇલ અને સ્ટીલને ધીમે ધીમે ગરમ કરવું આવશ્યક છે, કારણ કે ઝડપી ગરમીથી મશીનના આંતરિક ભાગોનું તાપમાન જોખમી મૂલ્ય સુધી પહોંચી શકે છે, જ્યારે બાહ્ય ભાગોનું ગરમી હજી પણ નહિવત્ હશે.
 સૂકવણી દરમિયાન કોઇલના તાપમાનમાં વધારો દર કલાક દીઠ 4 - 5 ° સે કરતા વધુ ન હોવો જોઈએ. ઉપભોક્તા વિદ્યુત સ્થાપનોના PTE અનુસાર, 660 V સુધીના વોલ્ટેજ સાથે અને સહિત વિદ્યુત મશીનોના વિન્ડિંગ્સ માટે મશીન બોડી અને વિન્ડિંગ્સ વચ્ચેના ઇન્સ્યુલેશન પ્રતિકારનું માપન હાથ ધરવામાં આવે છે. megohmmeter 1000 V સાથે, અને ઇલેક્ટ્રીક મશીનો માટે વોલ્ટેજ 660 V કરતા વધારે છે - 2500 V પર મેગોહમિટર સાથે.
સૂકવણી દરમિયાન કોઇલના તાપમાનમાં વધારો દર કલાક દીઠ 4 - 5 ° સે કરતા વધુ ન હોવો જોઈએ. ઉપભોક્તા વિદ્યુત સ્થાપનોના PTE અનુસાર, 660 V સુધીના વોલ્ટેજ સાથે અને સહિત વિદ્યુત મશીનોના વિન્ડિંગ્સ માટે મશીન બોડી અને વિન્ડિંગ્સ વચ્ચેના ઇન્સ્યુલેશન પ્રતિકારનું માપન હાથ ધરવામાં આવે છે. megohmmeter 1000 V સાથે, અને ઇલેક્ટ્રીક મશીનો માટે વોલ્ટેજ 660 V કરતા વધારે છે - 2500 V પર મેગોહમિટર સાથે.
જો કે, GOST 11828 — 75 મુજબ, 500 V સુધીના રેટેડ વોલ્ટેજ માટે વિદ્યુત મશીનોના વિન્ડિંગ્સનો પ્રતિકાર 500 V માટે રચાયેલ મેગોહમિટર વડે માપવામાં આવે છે, વિદ્યુત મશીનોના વિન્ડિંગ્સના રેટેડ વોલ્ટેજ કરતાં વધુ 500 V — 1000 V માટે મેગોહમિટર સાથે. તેથી, PTEs મેગોહમિટર સાથે ઇન્સ્યુલેશનના પરીક્ષણ માટેની આવશ્યકતાઓને કંઈક અંશે કડક બનાવે છે.
ઇન્સ્યુલેશન પ્રતિકાર માપન 75 ડિગ્રી સેલ્સિયસના વિન્ડિંગ તાપમાને ઉત્પન્ન થાય છે. જો વિન્ડિંગ્સનો ઇન્સ્યુલેશન પ્રતિકાર અલગ તાપમાને માપવામાં આવે છે, પરંતુ 10 ° સે કરતા ઓછો નથી, તો તેને 75 ° સે તાપમાનમાં રૂપાંતરિત કરી શકાય છે.
ઇલેક્ટ્રિકલ મશીનોના વિન્ડિંગ્સના ઇન્સ્યુલેશનને સૂકવતા પહેલા, રૂમને કાટમાળ, ધૂળ અને ગંદકીથી સાફ કરવું આવશ્યક છે. ઇલેક્ટ્રિકલ મશીનોનું કાળજીપૂર્વક નિરીક્ષણ કરવું જોઈએ અને સંકુચિત હવાથી ફૂંકવું જોઈએ. સૂકવણી દરમિયાન, વિદ્યુત મશીનના દરેક વિન્ડિંગના ઇન્સ્યુલેશન પ્રતિકારને મશીનના ગ્રાઉન્ડ બોડી અને વિન્ડિંગ્સ (ફિગ. 1) વચ્ચે માપો.
દર વખતે માપન પહેલાં ઇન્સ્યુલેશનમાં શેષ શુલ્ક દૂર કરવા જરૂરી છે; આ માટે વિન્ડિંગને 3-4 મિનિટ માટે હાઉસિંગમાં માટી કરવામાં આવે છે. વધુમાં, જ્યારે વિદ્યુત મશીનોના વિન્ડિંગ્સને સૂકવવામાં આવે છે, ત્યારે વિન્ડિંગ્સનું તાપમાન, આસપાસની હવા અને સૂકવણી વર્તમાન માપવા જરૂરી છે. વ્યવહારમાં, ઇલેક્ટ્રિકલ મશીનોના વિન્ડિંગ્સને સૂકવવાના પરિણામે, 750 ° સે તાપમાને ઇન્સ્યુલેશન પ્રતિકાર કોષ્ટકમાંના ડેટા કરતા ઓછો હોવો જોઈએ નહીં. 2.
વિભાગ. 2. સૂકાયા પછી ઇલેક્ટ્રિકલ મશીનોના વિન્ડિંગ્સનો સૌથી નાનો અનુમતિપાત્ર ઇન્સ્યુલેશન પ્રતિકાર
મશીનો અથવા તેના ભાગો વર્કિંગ વોલ્ટેજ સાથે વૈકલ્પિક વર્તમાન મશીનના સૌથી નાના અનુમતિપાત્ર ઇન્સ્યુલેશન રેઝિસ્ટન્સ સ્ટેટર્સ: 1 kV વર્કિંગ વોલ્ટેજ પર 1000 V 1 megohm થી વધુ અસુમેળ અને સિંક્રનસ ઇલેક્ટ્રિક મોટર્સના 1 kV રોટર માટે 1 MOhm સહિત (સમગ્ર ઉત્તેજના સર્કિટ સહિત) 1 MΩ પ્રતિ 1 kV, પરંતુ 0.2 કરતાં ઓછી નહીં — 0.5 MΩ ઇલેક્ટ્રિક મોટર્સ 3000 V અને વધુના વોલ્ટેજ સાથે: સ્ટેટર્સ 1 MOhm પર kV રોટર 0.2 MOhm 1 kV પર 
સ્ટીલમાં ઇન્ડક્શન લોસની પદ્ધતિ દ્વારા ઇલેક્ટ્રિકલ મશીનોના વિન્ડિંગ્સને સૂકવવું
તાજેતરના વર્ષોમાં, સ્થિર મશીનો સાથે સ્ટેટર સ્ટીલમાં ઇન્ડક્શન લોસ દ્વારા ઇલેક્ટ્રિક મોટર્સને સૂકવવા માટે તર્કસંગત પદ્ધતિઓ રજૂ કરવામાં આવી છે, જે વિન્ડિંગ્સમાં સીધા પ્રવાહના પસાર થવા સાથે સંબંધિત નથી. સૂકવણીની આ પદ્ધતિમાં, બે પ્રકાર છે: સ્ટેટરના સક્રિય સ્ટીલમાં નુકસાન અને સ્ટેટર હાઉસિંગમાં નુકસાન.
ચુંબકીકરણ રિવર્સલને કારણે નુકસાન દ્વારા ઇલેક્ટ્રિક મોટર્સની ગરમી કરવામાં આવે છે અને એડી કરંટ એસી ઇલેક્ટ્રિક મોટરના સ્ટેટરના સક્રિય સ્ટીલમાં અથવા સ્ટેટર કોર અને મશીન કેસીંગમાં મશીનોમાં ઉત્પન્ન થતા વૈકલ્પિક ચુંબકીય પ્રવાહમાંથી ડીસી મશીનના ઇન્ડક્ટરમાં.
ચલ ચુંબકીય પ્રવાહ ફ્રેમની નીચે (ફિગ. 1, એ) અથવા શરીર અને બેરિંગ શિલ્ડ (ફિગ. 1, બી) પરના વાયરને તેની બાહ્ય સપાટી પર મશીનના શરીર પર ખાસ ચુંબકીય કોઇલના ઘા દ્વારા બનાવવામાં આવે છે, જે વૈકલ્પિક ચુંબકીય છે. ફ્લક્સ બનાવી શકાય છે અને સ્ટેટરના સક્રિય સ્ટીલ અને ઇલેક્ટ્રિક મશીનના શરીરમાં ઇન્ડક્શન નુકસાનથી (ફિગ. 1, સી).
સ્ટેટરના ચુંબકીય વળાંકને પવન કરવા માટે ઇન્ડક્શન અથવા સિંક્રનસ મશીનના રોટરને દૂર કરવું આવશ્યક છે.
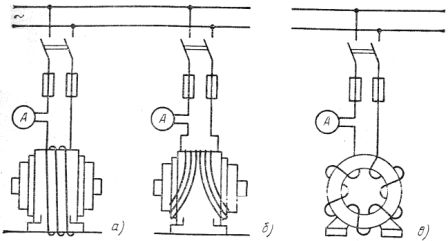
ચોખા. 1. સ્ટીલમાં ઇન્ડક્શન લોસને કારણે ઇલેક્ટ્રિક મશીનોનું સૂકવણી: o -મશીન હાઉસિંગમાં, b — હાઉસિંગ અને બેરિંગ શિલ્ડમાં, c — સ્ટેટરના આવાસ અને સક્રિય સ્ટીલમાં
મેગ્નેટાઇઝિંગ કોઇલ ઇન્સ્યુલેટેડ વાયરથી બનાવવામાં આવે છે, ક્રોસ સેક્શન અને વળાંકની સંખ્યા અનુરૂપ ગણતરી દ્વારા નક્કી કરવામાં આવે છે.
સૂકવણીની પ્રક્રિયામાં, પ્રથમ સૂકવણીના સમયગાળા દરમિયાન વિદ્યુત મશીનોના વિન્ડિંગ્સનો ઇન્સ્યુલેશન પ્રતિકાર ઘટે છે, પછી વધે છે અને, ચોક્કસ મૂલ્ય સુધી પહોંચતા, સ્થિર બને છે. સૂકવણીની શરૂઆતમાં, ઇન્સ્યુલેશન પ્રતિકાર દર 30 મિનિટે માપવામાં આવે છે, અને જ્યારે સ્થિર-સ્થિતિ તાપમાન પહોંચે છે, દર કલાકે.
પરિણામો સૂકવણી ડાયરીમાં રેકોર્ડ કરવામાં આવે છે અને તે જ સમયે સૂકવણીના સમય પર વિન્ડિંગ્સના ઇન્સ્યુલેશન પ્રતિકાર અને તાપમાનની અવલંબન માટે વણાંકો દોરવામાં આવે છે (ફિગ. 2).જ્યાં સુધી ઇલેક્ટ્રિક મશીન સંપૂર્ણપણે ઠંડુ ન થાય ત્યાં સુધી ઇન્સ્યુલેશન પ્રતિકાર, વિન્ડિંગ તાપમાન અને આસપાસના તાપમાનના માપન ચાલુ રહે છે.
3 થી 5 કલાક સુધી સતત તાપમાનમાં ઇન્સ્યુલેશન પ્રતિકાર વ્યવહારીક રીતે બદલાતો નથી અને ka6c ઓછામાં ઓછો 1.3 છે તે પછી ઇલેક્ટ્રિક મશીનના વિન્ડિંગ્સને સૂકવવાનું બંધ કરવામાં આવે છે.
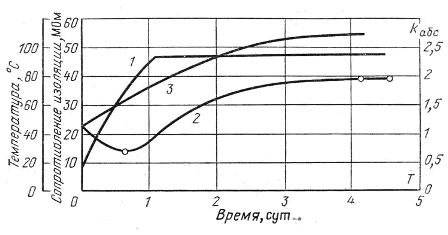
ચોખા. 2. સૂકવણીના સમયગાળા પર ઇન્સ્યુલેશન પ્રતિકાર 2, શોષણ ગુણાંક 3 અને ઇલેક્ટ્રિક મશીનના વિન્ડિંગ 1 નું તાપમાન

ઇલેક્ટ્રિક મોટર્સના વિન્ડિંગ્સના ઇન્સ્યુલેશનને સૂકવવાના પકાવવાની નાની ભઠ્ઠીમાં સૂકવવું