ઇન્ડક્શન હીટર કેવી રીતે કામ કરે છે અને કામ કરે છે
ઇન્ડક્શન હીટરના સંચાલનના સિદ્ધાંતમાં વિદ્યુત વાહક ધાતુના વર્કપીસને તેમાં પ્રેરિત બંધ એડી કરંટ દ્વારા ગરમ કરવાનો સમાવેશ થાય છે.
એડી કરંટ એ પ્રવાહો છે જે ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શનની ઘટનાને કારણે ઘન વાયરમાં ઉદ્ભવે છે જ્યારે આ વાયરો વૈકલ્પિક ચુંબકીય ક્ષેત્ર દ્વારા ઘૂસી જાય છે. આ પ્રવાહો બનાવવા માટે ઉર્જાનો ઉપયોગ કરવામાં આવે છે, જે ગરમીમાં રૂપાંતરિત થાય છે અને વાયરને ગરમ કરે છે.
આ નુકસાનને ઘટાડવા અને હીટિંગને દૂર કરવા માટે, નક્કર વાયરને બદલે, સ્તરવાળી વાયરનો ઉપયોગ કરવામાં આવે છે, જેમાં વ્યક્તિગત સ્તરોને ઇન્સ્યુલેશન દ્વારા અલગ કરવામાં આવે છે. આ અલગતા મોટા બંધ એડી કરંટની ઘટનાને અટકાવે છે અને તેમને જાળવવા માટે ઉર્જાના નુકસાનને ઘટાડે છે. તે આ કારણોસર છે કે ટ્રાન્સફોર્મર કોરો, જનરેટરના આર્મેચર્સ વગેરે, વાર્નિશના સ્તરો દ્વારા એકબીજાથી અવાહક પાતળા સ્ટીલ શીટથી બનેલા છે.
ઇન્ડક્શન હીટરમાં ઇન્ડક્ટર એ વૈકલ્પિક વર્તમાન કોઇલ છે જે ઉચ્ચ આવર્તન વૈકલ્પિક ઇલેક્ટ્રોમેગ્નેટિક ક્ષેત્ર બનાવવા માટે રચાયેલ છે.
વૈકલ્પિક ઉચ્ચ-આવર્તન ચુંબકીય ક્ષેત્ર, બદલામાં, વિદ્યુત વાહક સામગ્રી પર કાર્ય કરે છે, જેના કારણે તેમાં ઉચ્ચ ઘનતાનો બંધ પ્રવાહ આવે છે અને આમ વર્કપીસ પીગળે ત્યાં સુધી તેને ગરમ કરે છે. આ ઘટના લાંબા સમયથી જાણીતી છે અને માઈકલ ફેરાડેના સમયથી સમજાવવામાં આવી છે, જેમણે વર્ણન કર્યું હતું. ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શનની ઘટના 1931 માં પાછા
સમય-વિવિધ ચુંબકીય ક્ષેત્ર કંડક્ટરમાં વૈકલ્પિક EMF પ્રેરિત કરે છે, જે તેની બળની રેખાઓ સાથે છેદે છે. આવા વાયર સામાન્ય રીતે ટ્રાન્સફોર્મર વિન્ડિંગ, ટ્રાન્સફોર્મર કોર અથવા અમુક ધાતુનો નક્કર ભાગ હોઈ શકે છે.
જો કોઇલમાં ઇએમએફ પ્રેરિત હોય, તો ટ્રાન્સફોર્મર અથવા રીસીવર ઉત્પન્ન થાય છે, અને જો સીધા ચુંબકીય સર્કિટમાં અથવા શોર્ટ સર્કિટમાં હોય, તો ચુંબકીય સર્કિટ અથવા કોઇલનું ઇન્ડક્શન હીટિંગ ઉત્પન્ન થાય છે.
નબળી ડિઝાઇન કરેલ ટ્રાન્સફોર્મરમાં, ઉદાહરણ તરીકે, ફૌકોલ્ટ કરંટ દ્વારા કોર હીટિંગ સ્પષ્ટપણે હાનિકારક હશે, પરંતુ ઇન્ડક્શન હીટરમાં આવી ઘટના ઉપયોગી હેતુ માટે કામ કરે છે.
લોડની પ્રકૃતિના દૃષ્ટિકોણથી, તેમાં ગરમ કરેલા વાહક ભાગ સાથેનું ઇન્ડક્શન હીટર એ ટ્રાન્સફોર્મર જેવું છે જે એક વળાંકના ટૂંકા-સર્કિટવાળા ગૌણ વિન્ડિંગ સાથે છે. વર્કપીસની અંદરનો પ્રતિકાર અત્યંત નાનો હોવાથી, એક નાનું પ્રેરિત એડી ઇલેક્ટ્રિક ક્ષેત્ર પણ એટલી ઊંચી ઘનતાનો પ્રવાહ બનાવવા માટે પૂરતું છે કે તેની થર્મલ અસર (cf. જોલ-લેન્ઝ કાયદો) ખૂબ જ અભિવ્યક્ત અને વ્યવહારુ હશે.
આ પ્રકારની પ્રથમ ચેનલ ફર્નેસ સ્વીડનમાં 1900 માં દેખાઈ હતી, તેને 50-60 હર્ટ્ઝની આવર્તન સાથે વર્તમાન સાથે ખવડાવવામાં આવી હતી, તેનો ઉપયોગ સ્ટીલ ચેનલને ઓગળવા માટે કરવામાં આવતો હતો અને મેટલને ટૂંકી સાંકળના પરિભ્રમણની રીતે ગોઠવાયેલા ક્રુસિબલમાં ખવડાવવામાં આવતી હતી. ટ્રાન્સફોર્મરના ગૌણ વિન્ડિંગનું.કાર્યક્ષમતા સમસ્યા અલબત્ત હાજર હતી કારણ કે કાર્યક્ષમતા 50% કરતા ઓછી હતી.
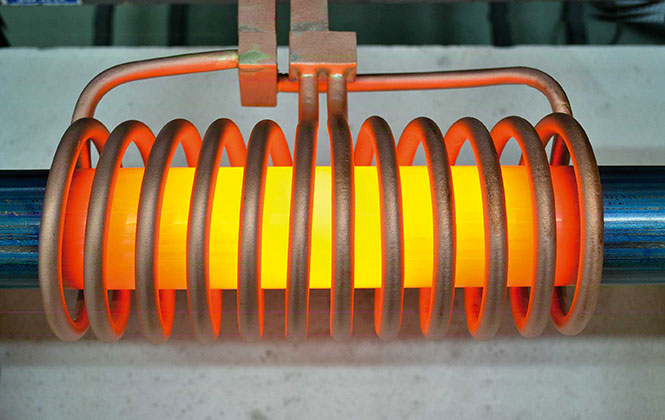
આજે, ઇન્ડક્શન હીટર એ વાયરલેસ ટ્રાન્સફોર્મર છે જેમાં પ્રમાણમાં જાડા કોપર ટ્યુબના એક અથવા વધુ વળાંકો હોય છે જેના દ્વારા સક્રિય ઠંડક પ્રણાલીના શીતકને પંપનો ઉપયોગ કરીને પમ્પ કરવામાં આવે છે. કેટલાક કિલોહર્ટ્ઝથી અનેક મેગાહર્ટ્ઝની આવર્તન સાથેનો વૈકલ્પિક પ્રવાહ ટ્યુબના વાહક શરીર પર લાગુ થાય છે, ઇન્ડક્ટરની જેમ, પ્રક્રિયા કરવામાં આવતા નમૂનાના પરિમાણોને આધારે.
હકીકત એ છે કે ઉચ્ચ ફ્રીક્વન્સીઝ પર એડી કરંટ પોતે જ એડી કરંટ દ્વારા ગરમ કરાયેલા નમૂનામાંથી વિસ્થાપિત થાય છે, કારણ કે આ એડી કરંટનું ચુંબકીય ક્ષેત્ર સપાટી તરફ પેદા થતા પ્રવાહને વિસ્થાપિત કરે છે.
આ તરીકે પ્રગટ થાય છે ત્વચા અસર, જ્યારે મહત્તમ વર્તમાન ઘનતા વર્કપીસની સપાટીના પાતળા સ્તર પર પડવાનું પરિણામ છે, અને આવર્તન જેટલી ઊંચી હોય છે અને ગરમ સામગ્રીનો વિદ્યુત પ્રતિકાર ઓછો હોય છે, ત્યારે શેલ સ્તર પાતળું હોય છે.
તાંબા માટે, ઉદાહરણ તરીકે, 2 મેગાહર્ટઝ પર, ત્વચા માત્ર એક મિલીમીટરનો એક ક્વાર્ટર છે! આનો અર્થ એ છે કે કોપર બિલેટના આંતરિક સ્તરો સીધા એડી પ્રવાહો દ્વારા નહીં, પરંતુ તેના પાતળા બાહ્ય પડમાંથી ગરમી વહન દ્વારા ગરમ થાય છે. જો કે, ટેક્નોલોજી લગભગ કોઈપણ વિદ્યુત વાહક સામગ્રીને ઝડપથી ગરમ કરવા અથવા ઓગળવા માટે પૂરતી કાર્યક્ષમ છે.
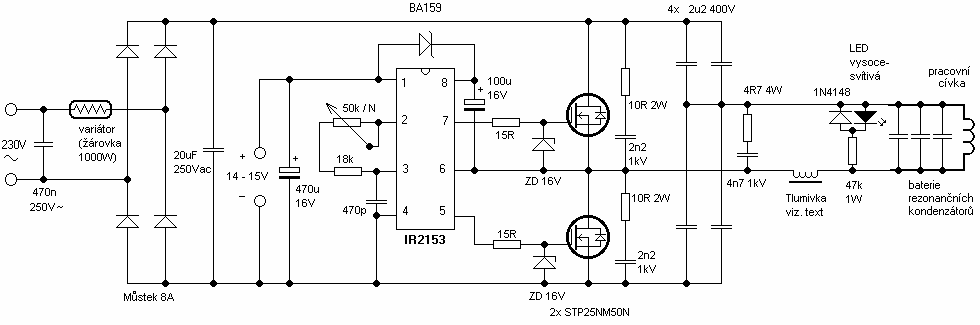
આધુનિક ઇન્ડક્શન હીટર બનાવવામાં આવી રહ્યા છે ઓસીલેટીંગ સર્કિટ પર આધારિત (કોઇલ-ઇન્ડક્ટર અને કેપેસિટર) સમાવિષ્ટ રેઝોનન્ટ ઇન્વર્ટર દ્વારા સંચાલિત IGBT અથવા MOSFET - ટ્રાન્ઝિસ્ટર300 kHz સુધીની ઓપરેટિંગ ફ્રીક્વન્સી હાંસલ કરવાની મંજૂરી આપે છે.
ઉચ્ચ આવર્તન માટે, વેક્યૂમ ટ્યુબનો ઉપયોગ કરવામાં આવે છે, જે 50 મેગાહર્ટઝ અને તેથી વધુની ફ્રીક્વન્સીઝ સુધી પહોંચવાનું શક્ય બનાવે છે, ઉદાહરણ તરીકે, દાગીનાને ગલન કરવા માટે, ખૂબ ઊંચી આવર્તન જરૂરી છે, કારણ કે ભાગનું કદ ખૂબ નાનું છે.
કાર્યકારી સર્કિટના ગુણવત્તા પરિબળને વધારવા માટે, તેઓ બેમાંથી એક રીતનો આશરો લે છે: કાં તો આવર્તન વધારવી અથવા તેના બાંધકામમાં ફેરોમેગ્નેટિક ઇન્સર્ટ્સ ઉમેરીને સર્કિટની ઇન્ડક્ટન્સ વધારવી.
ઉદ્યોગમાં ઉચ્ચ-આવર્તન ઇલેક્ટ્રિક ક્ષેત્રનો ઉપયોગ કરીને ડાઇલેક્ટ્રિક હીટિંગ પણ હાથ ધરવામાં આવે છે. ઇન્ડક્શન હીટિંગથી તફાવત એ વર્તમાન ફ્રીક્વન્સીઝનો છે (ઇન્ડક્શન હીટિંગ સાથે 500 kHz સુધી અને ડાઇલેક્ટ્રિક સાથે 1000 kHz કરતાં વધુ). આ કિસ્સામાં, તે મહત્વનું છે કે જે પદાર્થને ગરમ કરવામાં આવે છે તે સારી રીતે વીજળીનું સંચાલન કરતું નથી, એટલે કે. ડાઇલેક્ટ્રિક હતું.
પદ્ધતિનો ફાયદો એ છે કે પદાર્થની અંદર સીધી ગરમી ઉત્પન્ન થાય છે. આ કિસ્સામાં, નબળા વાહક પદાર્થો અંદરથી ઝડપથી ગરમ થઈ શકે છે. વધુ વિગતો માટે અહીં જુઓ: ઉચ્ચ-આવર્તન ડાઇલેક્ટ્રિક હીટિંગ પદ્ધતિઓના મૂળભૂત ભૌતિક પાયા