પરોક્ષ વિદ્યુત પ્રતિકાર ભઠ્ઠીઓના પ્રકારો અને ડિઝાઇન
 ગરમ ઉત્પાદનો લોડ અને અનલોડ કરવાની પદ્ધતિઓ, તેમજ તેમને ઇલેક્ટ્રિક પ્રતિકાર ભઠ્ઠીઓ ખસેડવાની પદ્ધતિઓ મોટે ભાગે તેમની ડિઝાઇન અને ઓપરેશનલ ગુણધર્મો બંને નક્કી કરે છે. અંજીરમાં. 1 વિદ્યુત પ્રતિકારક ભઠ્ઠીઓના મુખ્ય પ્રકારો દર્શાવે છે, બંને તૂટક તૂટક ક્રિયા (કોષ) અને સતત ક્રિયા (પદ્ધતિગત), તેમના યાંત્રિકીકરણના માર્ગોના વિકાસને દર્શાવે છે.
ગરમ ઉત્પાદનો લોડ અને અનલોડ કરવાની પદ્ધતિઓ, તેમજ તેમને ઇલેક્ટ્રિક પ્રતિકાર ભઠ્ઠીઓ ખસેડવાની પદ્ધતિઓ મોટે ભાગે તેમની ડિઝાઇન અને ઓપરેશનલ ગુણધર્મો બંને નક્કી કરે છે. અંજીરમાં. 1 વિદ્યુત પ્રતિકારક ભઠ્ઠીઓના મુખ્ય પ્રકારો દર્શાવે છે, બંને તૂટક તૂટક ક્રિયા (કોષ) અને સતત ક્રિયા (પદ્ધતિગત), તેમના યાંત્રિકીકરણના માર્ગોના વિકાસને દર્શાવે છે.
નંબર I એ બેચ ફર્નેસના પ્રકારો સૂચવે છે જેમાં ઉત્પાદન હીટિંગ પ્રક્રિયા દરમિયાન સ્થિર હોય છે અને માત્ર લોડિંગ અને અનલોડિંગ મિકેનાઇઝ્ડ હોય છે.
અનુક્રમણિકા 1 એ બાજુના દરવાજાવાળા ચેમ્બર ઓવનનો સંદર્ભ આપે છે જેના દ્વારા સામાન્ય રીતે નાની વસ્તુઓ જાતે ચેમ્બરમાં લોડ કરવામાં આવે છે. આ યાંત્રિકરણ વિના સાર્વત્રિક પકાવવાની નાની ભઠ્ઠી છે.
અનુક્રમણિકા 2 - ઓપનિંગ ઢાંકણ સાથે શાફ્ટ ફર્નેસ. અહીં, ઉત્પાદનોનું લોડિંગ અને અનલોડિંગ ભઠ્ઠીના ટોચના ઉદઘાટન દ્વારા કરવામાં આવે છે અને તેથી તેને ભઠ્ઠીની ઉપર સ્થિત વર્કશોપ ક્રેન અથવા હોસ્ટનો ઉપયોગ કરીને મિકેનાઇઝ કરી શકાય છે.કવરને બાજુ પર ઉપાડવું અને પાછું ખેંચવું જાતે (લિવર વડે) અથવા ક્રેન અથવા હોસ્ટની મદદથી અથવા છેલ્લે ખાસ હાઇડ્રોલિક અથવા ઇલેક્ટ્રોમિકેનિકલ મિકેનિઝમની મદદથી કરી શકાય છે.
ઇન્ડેક્સ 3 ઘંટડીની ભઠ્ઠીને અનુરૂપ છે. તેની કીટમાં ઘણા લાઇનવાળા સ્ટેન્ડનો સમાવેશ થાય છે, જેના પર ક્રેનની મદદથી હીટર સાથે બેલ (ઘંટડી) સ્થાપિત કરી શકાય છે. લોડિંગ અને અનલોડિંગ બ્રિજ ક્રેનનો ઉપયોગ કરીને કેપ દૂર કરવામાં આવે છે (બીજા સ્ટેન્ડ પર ઇન્સ્ટોલ કરેલું છે). હૂડને એક સ્ટેન્ડથી બીજા સ્ટેન્ડમાં ખસેડવાનું પણ પુલની ધારનો ઉપયોગ કરીને કરવામાં આવે છે.
ઇન્ડેક્સ 4 — બોગી ચેમ્બર ફર્નેસ. આ ઓવન મોટી વસ્તુઓને ગરમ કરવા માટે રચાયેલ છે જે મેન્યુઅલી લોડ કરી શકાતી નથી. ભઠ્ઠી ચેમ્બર પોતે સ્તંભો (અથવા પાયા) પર રહે છે, અને તેની નીચે એક રેખાવાળી ટ્રોલી છે, જે, વિંચ અથવા તેના પર સ્થિત ડ્રાઇવ (સ્વ-સંચાલિત) ની મદદથી, ભઠ્ઠીની નીચેથી રેલ પર આગળ વધી શકે છે. કાર્ટનું લોડિંગ અને અનલોડિંગ ઓવરહેડ ક્રેન વડે કરવામાં આવે છે.
અનુક્રમણિકા 5 એ એલિવેટર ઓવનને ચિહ્નિત કરે છે. ભઠ્ઠી ચેમ્બર ઊંચા સ્તંભો પર રહે છે, તેના તળિયાને ભઠ્ઠીમાં વધારી શકાય છે અથવા હાઇડ્રોલિક લિફ્ટનો ઉપયોગ કરીને લોડ સાથે નીચે કરી શકાય છે. નીચલા સ્થાને, ભઠ્ઠીનું તળિયું રેલ પર તેના રોલર્સ બની જાય છે અને ઓવરહેડ ક્રેન હેઠળ વર્કશોપમાં ભઠ્ઠીની નીચેથી લોડ અને અનલોડ કરી શકાય છે. ફર્નેસ ડિઝાઇન 2, 3 અને 5 ખાસ વાતાવરણ અથવા શૂન્યાવકાશમાં સીલ કરી શકાય છે અને સંચાલિત કરી શકાય છે.
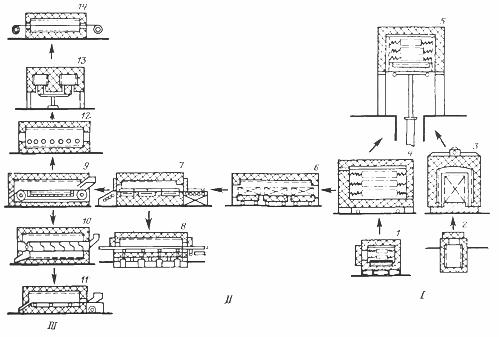
ચોખા. 1. સેડલ અને બેચ ભઠ્ઠીઓના મુખ્ય પ્રકારો
નંબર II અને III માં સતત ભઠ્ઠીઓ સૂચવવામાં આવે છે, જેમાં ગરમ ઉત્પાદનો ભઠ્ઠીના એક છેડાથી બીજા તરફ જાય છે, અને તેમની સંખ્યા II ભઠ્ઠીઓ સૂચવવામાં આવે છે, જેમાં ઉત્પાદનોની હિલચાલ સમયાંતરે, કિક અને આકૃતિમાં કરવામાં આવે છે. III એ ભઠ્ઠીઓ સૂચવે છે, જેમાં આ ચળવળ સતત થાય છે.
અનુક્રમણિકા 6 — ટનલ ફર્નેસ, જેમાં ઉત્પાદનો સ્ટેક કરેલી ગાડીઓ પર મૂકવામાં આવે છે, તે ટનલ આકારની ભઠ્ઠી ચેમ્બરમાંથી પસાર થાય છે. ચોક્કસ સમયગાળા પછી, બધી ગાડીઓ એક કેરેજની લંબાઈ જેટલી લંબાઈ પર જાય છે, તેમાંથી એક પકાવવાની નાની ભઠ્ઠીમાંથી બહાર નીકળી જાય છે, જ્યારે પકાવવાની નાની ભઠ્ઠીના વિરુદ્ધ છેડેથી બીજી લોડ કરેલી કાર્ટ તેની ચેમ્બરમાં પ્રવેશ કરે છે.
ઇન્ડેક્સ 7 એક એક્સટ્રુઝન ઓવન દર્શાવે છે. લોડિંગ ટેબલ (જમણે) પર ઉત્પાદનોની ગરમી-પ્રતિરોધક પેલેટ માઉન્ટ થયેલ છે. પકાવવાની નાની ભઠ્ઠીના છેડા પરના દરવાજા સમયાંતરે ખોલવામાં આવે છે અને પુશર (હાઇડ્રોલિક અથવા ઇલેક્ટ્રોમિકેનિકલ) પૅલેટને પકાવવાની નાની ભઠ્ઠીમાં દબાણ કરે છે, હર્થની પ્રત્યાવર્તન રેલ્સ પર પકાવવાની નાની ભઠ્ઠીમાં સ્થિત પૅલેટ્સની આખી હરોળને ખસેડવા માટે દબાણ કરે છે. આ કિસ્સામાં, ડાબી બાજુની ટ્રે પકાવવાની નાની ભઠ્ઠીમાંથી બહાર આવે છે, જેના પછી દરવાજા બંધ થાય છે.
ઇન્ડેક્સ 8 રાહદારીઓ માટે ભઠ્ઠીને ચિહ્નિત કરે છે. ભઠ્ઠીના તળિયે, તેની લંબાઈ અનુસાર, ગરમી-પ્રતિરોધક બીમ સ્થાપિત થયેલ છે, જે, ડ્રાઇવના માધ્યમથી, પરસ્પર-આગળ ચળવળ પ્રાપ્ત કરે છે. આ કિસ્સામાં, ભઠ્ઠીના લોડિંગ છેડેથી આગળ વધતા પહેલા બીમને પકાવવાની નાની ભઠ્ઠીના તળિયેના ખાંચોમાંથી ઉપાડવામાં આવે છે અને તેમને પકાવવાની નાની ભઠ્ઠી સાથે ખસેડવામાં આવે છે. બીમની વિપરીત હિલચાલ તળિયાના ગ્રુવ્સમાં નીચે આવે તે પહેલાં, ઉત્પાદનો તળિયે બેસે છે અને બીમની પરત ચળવળમાં ભાગ લેતા નથી. આ રીતે, ઉત્પાદનો સમયાંતરે, પગલાઓમાં, ભઠ્ઠીમાંથી લોડિંગ છેડેથી અનલોડિંગ અંત સુધી જાય છે.
કન્વેયર ઓવન માટે ઇન્ડેક્સ 9.ફર્નેસ ચેમ્બરમાં, એક સાંકળ કન્વેયર બે શાફ્ટ પર વિસ્તરેલ છે, જેમાંથી જાળીમાં વણાયેલા જાળીદાર અથવા સ્ટેમ્પ્ડ અથવા કાસ્ટ સાંકળની લિંક્સ હોય છે. જેમ જેમ ડ્રાઇવ શાફ્ટ (ડિસ્ચાર્જ બાજુ પર) ફરે છે, કન્વેયર સરળતાથી આગળ વધે છે, ભઠ્ઠાના લોડિંગ (જમણે) છેડે તેના પર લોડ થયેલ ઉત્પાદનોને તેની સાથે લઈ જાય છે. કન્વેયરનું બાંધકામ ખૂબ જ અલગ હોઈ શકે છે.
અનુક્રમણિકા 10 રોટરી ભઠ્ઠાનો સંદર્ભ આપે છે. સ્ક્રુ ફર્નેસ ચેમ્બરમાં સ્થિત છે - આર્કિમીડિયન સર્પાકાર સાથે ગરમી-પ્રતિરોધક ડ્રમ. જેમ જેમ ડ્રમ ફરે છે તેમ, ઉત્પાદનો ડ્રમમાં રોલ કરે છે, તેના લોડિંગ એન્ડથી તેના ડિસ્ચાર્જિંગ એન્ડ સુધી ધીમે ધીમે આગળ વધે છે.
ઇન્ડેક્સ 11 ભઠ્ઠી સાથે ધબકતી ભઠ્ઠી દર્શાવે છે. ચેમ્બરના તળિયે, પકાવવાની નાની ભઠ્ઠી ચાટના રૂપમાં રોલર્સ હીટ-રેઝિસ્ટન્ટ હર્થ પર છે, જેના પર ભઠ્ઠીનો ગરમ છેડો (જમણી બાજુએ) ગરમ ભાગો સાથે ગોઠવાયેલ છે. તરંગી ડ્રાઇવની મદદથી, પોડ એક પરસ્પર હિલચાલ મેળવે છે, અને તેની પાછળની હિલચાલ (લોડિંગ તરફ) સરળ હોય છે, અને અનલોડિંગ તરફ તે તીક્ષ્ણ હોય છે, આંચકા શોષક પર આંચકા સાથે સ્પ્રિંગની ક્રિયા હેઠળ. આને કારણે, પછાત ચળવળ દરમિયાન ઉત્પાદનો નીચે આપેલા માર્ગને અનુસરે છે, જ્યારે આગળની હિલચાલ દરમિયાન, તેઓ અસરના વેગ દ્વારા, હર્થની તુલનામાં આગળ સ્લાઇડ કરે છે. પરિણામે, ઉત્પાદનોને ધીમે ધીમે કઠોળ દ્વારા ભઠ્ઠીના ચાર્જિંગ છેડેથી ડિસ્ચાર્જ સુધી ખસેડવામાં આવે છે.
ઇન્ડેક્સ 12 રોલર કોષ્ટકો સાથે ભઠ્ઠી સૂચવે છે. ગરમી-પ્રતિરોધક રોલરો ચેમ્બરના તળિયે માઉન્ટ થયેલ છે, તેઓ ધીમે ધીમે કાઉન્ટરક્લોકવાઇઝ ફેરવે છે. આને કારણે, જમણી બાજુના રોલરો પર મૂકવામાં આવેલ ઉત્પાદન (અગાઉના ત્રણ પ્રકારની ભઠ્ઠીઓથી વિપરીત, આ ભઠ્ઠી મોટા ઉત્પાદનોને ગરમ કરવા માટે રચાયેલ છે) ધીમે ધીમે ભઠ્ઠી સાથે તેના વિસર્જન અંત સુધી લઈ જવામાં આવે છે.
અનુક્રમણિકા 13 રોટરી ભઠ્ઠાનો સંદર્ભ આપે છે. તે અનિવાર્યપણે રિંગ પર કન્વેયર ઓવન ઘા છે. રિંગ-આકારની ફરતી હર્થ લોડિંગ દરવાજા (આકૃતિમાં બતાવેલ નથી બાજુની દિવાલમાં) દ્વારા તેના પર મૂકવામાં આવેલ ઉત્પાદનને લોડિંગ દરવાજાની બાજુમાં સ્થિત અનલોડિંગ દરવાજા સુધી ભઠ્ઠીમાં એક સંપૂર્ણ વર્તુળ પૂર્ણ કરવા માટેનું કારણ બને છે.
હીટિંગ વાયર અથવા સ્ટ્રીપ્સ માટે વપરાતી ડ્રોઇંગ ફર્નેસ માટે ઇન્ડેક્સ 14. ભઠ્ઠીના છેડા પર વાયર અથવા ટેપ સાથેના ડ્રમ્સ તેમની વચ્ચે ખેંચાયેલા છે. જેમ જેમ સ્પૂલ તેમાંના એકમાંથી ફરે છે તેમ ટેપ (અથવા વાયર) પવન અને બીજાની આસપાસ લપેટી જાય છે.

નીચા તાપમાન ભઠ્ઠી ડિઝાઇન
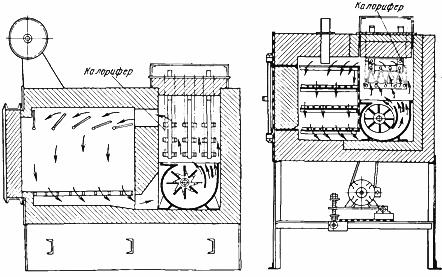
નીચા તાપમાનની ભઠ્ઠીઓ અત્યંત કાર્યક્ષમ હોઈ શકતી નથી કારણ કે કુદરતી સંવહન હીટ ટ્રાન્સફર ગુણાંક ઓછા હોય છે. ભઠ્ઠી અથવા કેબિનેટની છત પર સક્શન પંખો સ્થાપિત કરીને કૃત્રિમ પરિભ્રમણની રજૂઆત કરીને પ્રક્રિયાને વધારી શકાય છે, અને હવાને ગરમ કરવા માટે ગરમીનો વપરાશ ઘટાડવા માટે, તેને ગોળાકાર રીતે ગોઠવી શકાય છે. આ કિસ્સામાં, ચાહક, ભઠ્ઠીના ઉપરના ભાગમાં હવાને ચૂસીને, તેને બાજુની હીટ-ઇન્સ્યુલેટેડ ચેનલ સાથે ચલાવે છે અને ભઠ્ઠીના નીચેના ભાગમાં તેને ઉડાવી દે છે.
જો ઉત્પાદનોને સૂકવવા અને તેથી ગરમ ભાગોમાંથી બાષ્પીભવન કરાયેલ ભેજને દૂર કરવાની જરૂર હોય, તો મિશ્ર પરિભ્રમણનું આયોજન કરવામાં આવે છે, જેમાં કેબિનેટમાંથી ચાહક દ્વારા હવાનો એક ભાગ અને ઓરડામાંથી એક ભાગ (ફિગ. 2). આ પ્રકારના ઓવન અને ડ્રાયરમાં ઉત્પાદનોનું મહત્તમ ગરમીનું તાપમાન સામાન્ય રીતે 200 - 300 ° સે કરતા વધારે હોતું નથી.
ચોખા. 2. કુદરતી પરિભ્રમણ પકાવવાની નાની ભઠ્ઠી: 1 — હીટિંગ તત્વો, 2 — બાહ્ય ફ્રેમ, 3 — આંતરિક ફ્રેમ, 4 — થર્મલ ઇન્સ્યુલેશન, 5 — ભાગો શેલ્ફ, 6 — હવાના નિયમન માટે ડેમ્પર.
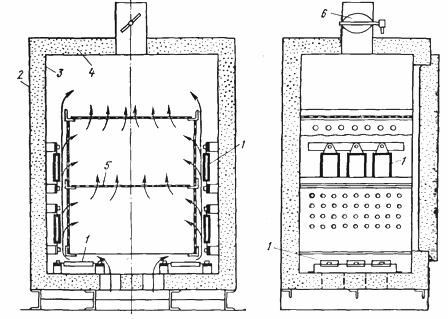
નાના ધાતુના ઉત્પાદનોને સ્તર અથવા લાંબા ઉત્પાદનોમાં ગરમ કરવા માટે બંધ-લૂપ ભઠ્ઠીની ડિઝાઇન ફિગમાં બતાવવામાં આવી છે. 3.
ચોખા. 3. વાતાવરણના ફરજિયાત પરિભ્રમણ અને ઇલેક્ટ્રિક હીટર સાથે ચેમ્બર ભઠ્ઠીઓ
તે સ્ટીલના ઉત્પાદનોને ટેમ્પર કરવા માટે શાફ્ટ ફર્નેસ છે, જેમાં ગ્રીડ અથવા છિદ્રિત તળિયા સાથે ગરમી-પ્રતિરોધક સામગ્રીની બાસ્કેટ દાખલ કરવામાં આવે છે અને ગરમ કરવા માટેના ઉત્પાદનોથી ભરવામાં આવે છે.
હીટર પકાવવાની નાની ભઠ્ઠીની બાજુએ, બાસ્કેટની આસપાસ સ્થિત છે, પરંતુ સીધા કિરણોત્સર્ગને અટકાવવા અને બાસ્કેટની દિવાલોને અડીને આવેલા ઉત્પાદનોના સંબંધિત ઓવરહિટીંગને રોકવા માટે ગરમી-પ્રતિરોધક સ્ક્રીન દ્વારા તેનાથી અલગ કરવામાં આવે છે. તળિયે, પકાવવાની નાની ભઠ્ઠી એક ચાહકથી સજ્જ છે જે ટોપલીઓ દ્વારા ગરમ હવાને ચલાવે છે. આ હવા પછી બાસ્કેટ અને પકાવવાની નાની ભઠ્ઠીની દિવાલો વચ્ચેની વલયાકાર જગ્યામાં રેડિયલી રીતે વિચલિત થાય છે અને હીટરને ધોઈને ગરમ કરવામાં આવે છે.
અંજીરમાં. 4 એ 400 ° સે તાપમાને વેલ્ડિંગ ઇલેક્ટ્રોડને સૂકવવા માટે એક ઓવન બતાવે છે. ભઠ્ઠી શક્તિ 210 kW, ઇલેક્ટ્રોડ્સ ગાડા, ફ્રેમ પર મૂકવામાં આવે છે અને હાઇડ્રોલિક પુશર અને ખેંચનારની મદદથી ઓવન દ્વારા હાથ ધરવામાં આવે છે. ભઠ્ઠીમાં આંતરિક ચાહક 6 તેમજ બાહ્ય ચાહકો 10 છે.
હીટર ભઠ્ઠીની બાજુની દિવાલો પર સ્થિત છે. આમ, આ પકાવવાની નાની ભઠ્ઠીમાં, હવાના પ્રવાહને ઉત્પાદનોની ચળવળની રેખા પર લંબ દિશામાન કરવામાં આવે છે. આવી ભઠ્ઠીઓ મલ્ટિ-ઝોન બનાવી શકાય છે.
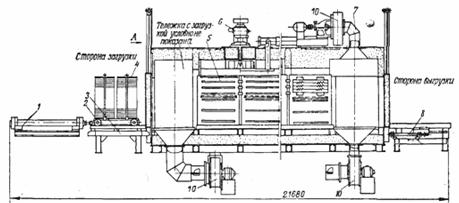
ચોખા. 4. ઇલેક્ટ્રિક પુશર ડ્રાયિંગ ઓવન: 1 — પુશર, 2 — કાર્ટ, 3 — ટેબલ, 4 — ઈલેક્ટ્રોડ્સ મૂકવા માટે ફ્રેમ્સ, 5 — હીટિંગ ચેમ્બર, 6 — ફર્નેસ પંખો, 7 — એર ડક્ટ, 8 — ડ્રેજર, 9 — હાઇડ્રોલિક ડોર લિફ્ટ ડ્રાઇવ, 10 - બાહ્ય ચાહક
મધ્યમ તાપમાન ભઠ્ઠી ડિઝાઇન
ગરમીની સારવાર માટે મધ્યમ તાપમાનની ભઠ્ઠીઓ અત્યંત વૈવિધ્યપુર્ણ છે. સૌથી સરળ અને તે જ સમયે સાર્વત્રિક ભઠ્ઠી એ ચેમ્બર ભઠ્ઠી છે (ફિગ. 5). તે અગ્નિ-પ્રતિરોધક અસ્તર અને થર્મલ ઇન્સ્યુલેશન સાથે લંબચોરસ ચેમ્બર ધરાવે છે, જે છતથી આવરી લેવામાં આવે છે અને મેટલ કેસીંગમાં મૂકવામાં આવે છે.
ભઠ્ઠી દરવાજાથી ઢંકાયેલી, આગળની દિવાલમાં ઉદઘાટન દ્વારા લોડ અને અનલોડ કરવામાં આવે છે. હીટર હર્થમાં અને ભઠ્ઠીની બાજુની દિવાલો પર સ્થિત છે, ઓછી વાર છત પર. ખૂબ મોટા ઓવનમાં, ઓવન ચેમ્બરમાં વધુ સમાન તાપમાનનું વિતરણ સુનિશ્ચિત કરવા માટે હીટર પકાવવાની નાની ભઠ્ઠીની પાછળ અને દરવાજા બંને પર સ્થિત હોય છે. બોટમ હીટર સામાન્ય રીતે પ્રત્યાવર્તન પ્લેટોથી આવરી લેવામાં આવે છે જેના પર ગરમ ઉત્પાદનો મૂકવામાં આવે છે.
ચેમ્બર ફર્નેસના દરવાજા, નિયમ પ્રમાણે, મેન્યુઅલ અથવા ફુટ ડ્રાઇવવાળા નાના ઓવનમાં લિફ્ટિંગથી બનેલા હોય છે (ફૂટ ડ્રાઇવ સાથે કામદારનો હાથ મુક્ત રહે છે), મોટામાં - ઇલેક્ટ્રોમિકેનિકલ સાથે. બીજા કિસ્સામાં, દરવાજાના ઉપલા અને નીચલા સ્થાનોમાં મર્યાદા સ્વીચો ઇન્સ્ટોલ કરવામાં આવે છે, જે અંતિમ સ્થિતિમાં ઇલેક્ટ્રિક મોટરને બંધ કરે છે.
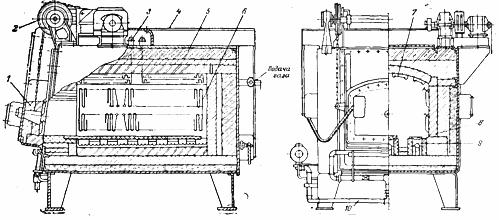
ચોખા. 5. મેટલ હીટર અને ફ્લેમ પડદા સાથે ચેમ્બર ઇલેક્ટ્રિક ફર્નેસ: 1 — દરવાજો, 2 — દરવાજાની લિફ્ટિંગ મિકેનિઝમ, 3 — હીટરનું આઉટલેટ, 4 — કેસિંગ, 5 — લાઇનિંગ, 6 — સાઇડ હીટર, 7 — છત હીટર, 8 — હર્થ, 9 — હીટર, 10 — જ્યોત પડદાનું ઉપકરણ.
ટ્રોલી પરની ચેમ્બરની ભઠ્ઠીઓનો ઉપયોગ મોટા ભાગોની એનિલિંગ અથવા અન્ય હીટ ટ્રીટમેન્ટ માટે થાય છે જે મેન્યુઅલી ભઠ્ઠીમાં લોડ કરી શકાતા નથી. તે નીચે વગરની અને સામાન્ય રીતે સ્તંભો પર ઊભી દિવાલ વિનાની ચેમ્બર છે (ફિગ.6) અને રોલરો પર એક ટ્રોલી, જેના પર ભઠ્ઠીની હર્થ અને આગળની દિવાલ માઉન્ટ થયેલ છે, ઇલેક્ટ્રિક ડ્રાઇવ અથવા ઇલેક્ટ્રોમિકેનિકલ વિંચની મદદથી રેલ્સ પર આગળ વધી રહી છે. ટ્રોલી પકાવવાની નાની ભઠ્ઠીની નીચેથી શરૂ થાય છે, ભાગો તેના પર ક્રેન વડે લોડ થાય છે, પછી તે ચેમ્બરની નીચે જાય છે અને પકાવવાની નાની ભઠ્ઠી ગરમ કરવા માટે ચાલુ થાય છે.
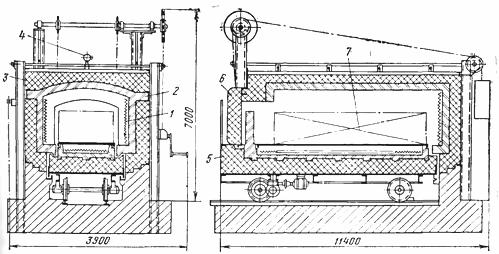
ચોખા. 6. બોગી હર્થ સાથે ચેમ્બર ફર્નેસ: 1 — હીટર, 2 — પ્રત્યાવર્તન ચણતર, 3 — થર્મલ ઇન્સ્યુલેશન, 4 — થર્મોકોપલ, 5 — ડ્રોઅર, 6 — દરવાજો, 7 — પાંજરું
એન્નીલિંગ ચક્રના અંત પછી, કેરેજ ફરીથી ભઠ્ઠીમાંથી બહાર નીકળે છે અને તેને અનલોડ કરવામાં આવે છે. ફર્નેસ હીટર સામાન્ય રીતે બાજુઓ પર, પાછળની અને આગળની દિવાલો પર અને હર્થમાં સ્થિત હોય છે, અને કેટલીકવાર તિજોરીની સાથે વધુ ગરમી આપવા માટે પણ હોય છે. નીચે અને આગળની દિવાલ હીટર લવચીક કેબલ અથવા બ્લેડ સંપર્કો દ્વારા સંચાલિત થાય છે. આવી ભઠ્ઠીઓ 100 ટન અને તેથી વધુની ક્ષમતા અને 3000 - 5000 kW ની ક્ષમતા સુધી પહોંચતા મોટા ચાર્જ સાથે જ આર્થિક છે.
બેચ ભઠ્ઠીઓનું બીજું સામાન્ય જૂથ શાફ્ટ ફર્નેસ છે. તેઓ રાઉન્ડ, ચોરસ અથવા લંબચોરસ શાફ્ટના સ્વરૂપમાં બનાવવામાં આવે છે, ટોચ પર ખુલે છે અને ઢાંકણ (ફિગ. 7) સાથે આવરી લેવામાં આવે છે.
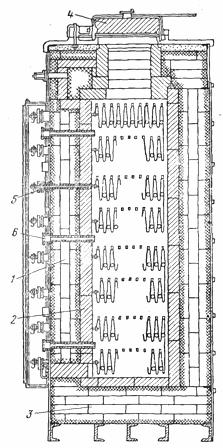
ચોખા. 7. શાફ્ટ ઇલેક્ટ્રિક ફર્નેસ: 1 — હીટર, 2 — પ્રત્યાવર્તન ચણતર, 3 — થર્મલ ઇન્સ્યુલેશન, 4 — ફર્નેસ કવર, 5 — હીટર આઉટલેટ, 6 — થર્મોકોપલ.
શાફ્ટ ફર્નેસમાં હીટર સામાન્ય રીતે બાજુની દિવાલો પર સ્થાપિત થાય છે (તળિયે હીટર ભાગ્યે જ સ્થાપિત થાય છે, તેથી વધુ સપાટ લંબચોરસ ભઠ્ઠીઓમાં). કેટલીકવાર હોલો સિલિન્ડ્રિકલ ચાર્જ (વાયર બંડલ્સ, ટીનના રોલ્સ) ને ગરમ કરવા માટે રચાયેલ ગોળાકાર ભઠ્ઠીઓમાં, વધુમાં, ધરીની સાથે ઊભી કેન્દ્રિય હીટર સ્થિત છે. વિશિષ્ટ ગરમી-પ્રતિરોધક માર્ગદર્શિકાઓ જ્યારે વસ્તુઓને પકાવવાની નાની ભઠ્ઠી અથવા વસ્તુઓની બાસ્કેટમાં મૂકવામાં આવે અથવા દૂર કરવામાં આવે ત્યારે હીટરને નુકસાનથી રક્ષણ આપે છે.
શાફ્ટની ભઠ્ઠીઓ શાફ્ટ અને પાઈપો (10 મીટર કે તેથી વધુ ઊંડે) ની ઉષ્માની સારવાર માટે ઘણી ઊંડી બનાવવામાં આવે છે જેથી ઉંચાઈ સાથે એકસમાન ગરમી સુનિશ્ચિત થાય. તે જ સમયે, પાઈપોનો બેચ ભઠ્ઠીની બહાર એકત્રિત કરવામાં આવે છે, ખાસ સસ્પેન્શનમાં નિશ્ચિત કરવામાં આવે છે અને ક્રેન દ્વારા ભઠ્ઠીમાં નીચે ઉતારવામાં આવે છે.
આ ભઠ્ઠીઓ ચેમ્બર ભઠ્ઠીઓ કરતાં ઓછી લવચીક હોય છે, પરંતુ કેટલાક કિસ્સાઓમાં તેઓ નોંધપાત્ર ફાયદા ધરાવે છે. ભઠ્ઠીમાં ભારે ઉત્પાદનોનું લોડિંગ અને અનલોડિંગ વર્કશોપમાં પરંપરાગત બ્રિજ ક્રેન વડે સરળતાથી કરી શકાય છે, અથવા જો તે ઉપલબ્ધ ન હોય તો, હોસ્ટ અથવા બ્લોક વડે કરી શકાય છે. તેઓ ઓછી જગ્યા લે છે કારણ કે તેઓ સામાન્ય રીતે જાળવણીની સુવિધા માટે જમીનમાં દફનાવવામાં આવે છે. તેઓ સીલ કરવા માટે સરળ છે અને આમ ઢાંકણ માટે રેતી, તેલ અથવા પાણીની સીલ બનાવીને ઉત્પાદનનું ઓક્સિડેશન ઘટાડે છે.
દરવાજાની સરખામણીમાં કવરની વધુ કોમ્પેક્ટનેસ અને સારી સીલિંગને કારણે, આ ભઠ્ઠીઓની ખોટ ચેમ્બરની ભઠ્ઠીઓ કરતા ઓછી છે અને નજીવી શક્તિના 15 થી 25% જેટલી છે.
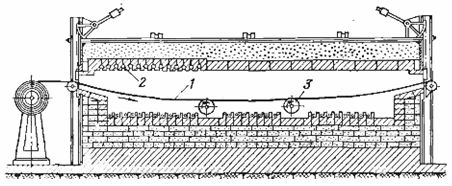
પદ્ધતિસરની ભઠ્ઠીઓની રચનાઓ મુખ્યત્વે ભઠ્ઠીની અંદર ગરમ ઉત્પાદનોને ખસેડવા માટે એક અથવા બીજી પદ્ધતિના ઉપયોગના આધારે અલગ પડે છે. તેથી, કન્વેયર ઓવનમાં કન્વેયર હોય છે - બે શાફ્ટની વચ્ચે વિસ્તરેલી એક અનંત જાળી, જેમાંથી એક આગળ છે અને ખાસ મોટર દ્વારા ફેરવવા માટે ચલાવવામાં આવે છે. ભાગો કન્વેયર પર મેન્યુઅલી અથવા ખાસ ફીડર સાથે મૂકવામાં આવે છે અને તેના પર ભઠ્ઠીના લોડિંગ એન્ડથી અનલોડિંગ એન્ડ સુધી ખસેડવામાં આવે છે.
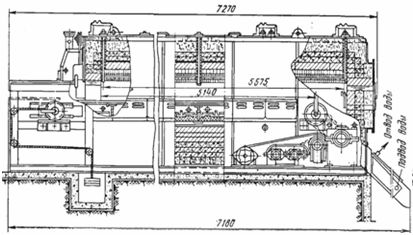
ચોખા. 8. ઇલેક્ટ્રિક કન્વેયર સખ્તાઇ ભઠ્ઠી
કન્વેયર બેલ્ટ બ્રેઇડેડ નિક્રોમ મેશ (સૌથી હળવા ભાગો માટે) અથવા તેમને જોડતી સ્ટેમ્પવાળી પ્લેટો અને સળિયાઓથી અને ભારે ભાગો માટે - સ્ટેમ્પ્ડ અથવા કાસ્ટ ચેઇન લિંક્સથી બનેલો છે. પછીના કિસ્સામાં, કન્વેયરની ડ્રાઇવ શાફ્ટ દાંતાવાળી હોય છે અને ગિયર્સની ભૂમિકા ભજવે છે, જેના દાંત સાંકળની લિંક્સ વચ્ચે આવે છે.
કન્વેયરને પકાવવાની નાની ભઠ્ઠી ચેમ્બરમાં બે શાફ્ટની સાથે એકસાથે મૂકી શકાય છે, આ કિસ્સામાં તે હંમેશા ગરમ રહે છે અને તેથી તેમાં સંચિત ગરમી સંગ્રહિત થાય છે.
આ ડિઝાઇનના ગેરફાયદા છે: ઉચ્ચ તાપમાનના ક્ષેત્રમાં બે કન્વેયર શાફ્ટની ખૂબ જ મુશ્કેલ ઓપરેટિંગ પરિસ્થિતિઓ, તેમની સમારકામમાં મુશ્કેલી (ઓછી સુલભતા) અને કન્વેયરની ગરમ સપાટી પર ભાગો લોડ કરવાની અસુવિધા. આને પાણીથી શાફ્ટને ઠંડુ કરવું જોઈએ, જે નોંધપાત્ર ગરમીના નુકસાન તરફ દોરી જાય છે. આને કારણે, કન્વેયરના છેડા અને તેની નીચેની શાખા ઘણીવાર અસ્તરમાંથી દૂર કરવામાં આવે છે. સ્વાભાવિક રીતે, આ કિસ્સામાં કન્વેયર ભઠ્ઠીના ચાર્જ કરેલા છેડા સુધી પહોંચે છે જે ઠંડુ થાય છે, અને તેથી તેના દ્વારા સંચિત ગરમી અદૃશ્ય થઈ જાય છે. આ ગરમીનું નુકસાન બંધ કન્વેયર ઓવનમાં ઠંડુ પાણી ધરાવતા લોકો કરતા વધારે છે.
કન્વેયર ફર્નેસમાં હીટર મોટે ભાગે છત પર અને હર્થમાં, કન્વેયરની ઉપરની શાખા હેઠળ, ચેમ્બરની બાજુની દિવાલો પર ઓછી વાર સ્થિત હોય છે. કન્વેયર ભઠ્ઠીઓનો ઉપયોગ માત્ર પ્રમાણમાં નાના ભાગોને 900 ° સે સુધી ગરમ કરવા માટે થાય છે, કારણ કે ઊંચા તાપમાને, કન્વેયરના યાંત્રિક રીતે લોડ થયેલા ભાગોનું સંચાલન અવિશ્વસનીય બની જાય છે.
એક ખાસ જૂથમાં કહેવાતા સ્ટ્રેચિંગ ફર્નેસનો સમાવેશ થાય છે, જેનો ઉપયોગ સ્ટીલ અને નોન-ફેરસ મેટલ્સના વાયર અથવા સ્ટ્રીપ્સને ગરમ કરવા માટે થાય છે.તેઓ હીટર સાથે એક ચેમ્બર છે જેના દ્વારા વાયરની સ્ટ્રીપ અથવા બંડલ ઊંચી ઝડપે પસાર થાય છે (0.5 m/s સુધી) (અંજીર નવ). સ્ટ્રેચ ફર્નેસમાં, ખૂબ જ સમાન ગરમી પ્રાપ્ત થાય છે અને હીટ ટ્રીટમેન્ટ ખામીને શૂન્ય સુધી ઘટાડી શકાય છે.
ચોખા. 9. સ્ટ્રેચિંગ બેલ્ટ ફર્નેસ: 1 — ગરમ પટ્ટો, 2 — ફર્નેસ હીટર, 3 — સપોર્ટિંગ રોલર્સ.
ઉચ્ચ તાપમાન ભઠ્ઠી ડિઝાઇન
કાર્બરન્ડ હીટર સાથે ભઠ્ઠીઓનું જૂથ સૌથી સામાન્ય છે. કાર્બોરન્ડમ હીટર 1450 ° સે સુધી કામ કરી શકે છે, તેથી કાર્બોરન્ડમ હીટર સાથેની ભઠ્ઠીઓ 1200 - 1400 ° સેની રેન્જને આવરી લે છે. તે ઓછામાં ઓછા ત્રણ સ્તરો ધરાવતાં જાડા અસ્તર સાથે મધ્યમ તાપમાનની ભઠ્ઠીઓથી અલગ પડે છે.
ગરમી દરમિયાન સળિયાનો પ્રતિકાર નોંધપાત્ર રીતે બદલાય છે અને વધુમાં, તેમના નુકસાનને ટાળવા માટે, ઓછા વોલ્ટેજ પર 850 ° સે સુધી પ્રમાણમાં ધીમી ગરમી જરૂરી છે, પછી કાર્બ્યુરન્ડ હીટર સાથે ઉચ્ચ-તાપમાનની ભઠ્ઠીઓ નિયંત્રણ ટ્રાન્સફોર્મર્સ સાથે પૂરી પાડવામાં આવે છે, જે બદલવાની મંજૂરી આપે છે. ઓછામાં ઓછા 2:1 ના ગુણોત્તરમાં નાના પગલાઓમાં સપ્લાય વોલ્ટેજ.
આ પણ જરૂરી છે, કારણ કે ઓપરેશન દરમિયાન સળિયાની ઉંમર વધે છે, તેમના પ્રતિકારમાં વધારો થાય છે, પરિણામે ભઠ્ઠીની અગાઉની શક્તિ જાળવવા માટે તેને પૂરા પાડવામાં આવતા વોલ્ટેજમાં વધારો કરવો જરૂરી છે.
વૃદ્ધત્વને કારણે, જે વ્યક્તિગત સળિયા માટે વિવિધ તીવ્રતા સાથે થાય છે, ગરમી દરમિયાન તેમના પ્રતિકારમાં સંભવિત વિવિધ ફેરફારોને કારણે તેમને શ્રેણીમાં જોડવાની ભલામણ કરવામાં આવતી નથી.બીજી બાજુ, જો સમાંતરમાં જોડાયેલા બારમાંથી એક નિષ્ફળ જાય, તો તેને નવા સાથે બદલી શકાતો નથી, કારણ કે અન્ય બારનો પ્રતિકાર પહેલેથી જ વધી ગયો છે, તે બધાને નવા સાથે બદલવું જરૂરી છે, અથવા જૂનામાંથી લેવું જરૂરી છે. , પહેલેથી જ કાર્યરત બાર, દરેક આ પરિસ્થિતિઓ માટે યોગ્ય પ્રતિકાર સાથે.
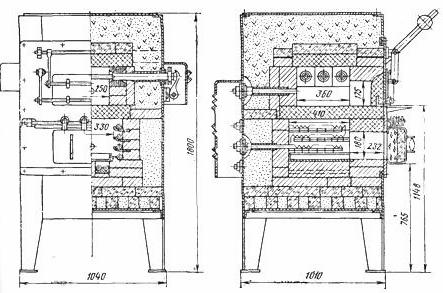
ચોખા. 10. ચેમ્બર ઉચ્ચ-તાપમાન ભઠ્ઠી. મેટલ હીટર સાથેના નીચલા ચેમ્બરનો ઉપયોગ ગરમ કરવા માટે થાય છે, સિલિકોન કાર્બાઇડ હીટર સાથે ઉચ્ચ તાપમાન માટે ઉપલા ચેમ્બરનો ઉપયોગ થાય છે.