ડીસી મોટર્સ સુયોજિત કરી રહ્યા છીએ
 ડાયરેક્ટ કરંટ ઇલેક્ટ્રિક મોટર્સનું નિયમન નીચેના અવકાશમાં હાથ ધરવામાં આવે છે: બાહ્ય પરીક્ષા, સીધા પ્રવાહ માટે વિન્ડિંગ્સના પ્રતિકારનું માપન, હાઉસિંગ અને તેમની વચ્ચેના વિન્ડિંગ્સના ઇન્સ્યુલેશન પ્રતિકારનું માપન, ઇન્ટરટર્ન ઇન્સ્યુલેશનનું પરીક્ષણ આર્મેચર વિન્ડિંગ, ટ્રાયલ રન.
ડાયરેક્ટ કરંટ ઇલેક્ટ્રિક મોટર્સનું નિયમન નીચેના અવકાશમાં હાથ ધરવામાં આવે છે: બાહ્ય પરીક્ષા, સીધા પ્રવાહ માટે વિન્ડિંગ્સના પ્રતિકારનું માપન, હાઉસિંગ અને તેમની વચ્ચેના વિન્ડિંગ્સના ઇન્સ્યુલેશન પ્રતિકારનું માપન, ઇન્ટરટર્ન ઇન્સ્યુલેશનનું પરીક્ષણ આર્મેચર વિન્ડિંગ, ટ્રાયલ રન.
ડીસી મોટરનું બાહ્ય નિરીક્ષણ, તેમજ ઇન્ડક્શન મોટરનું નિરીક્ષણ, ઢાલથી શરૂ થાય છે. ડીસી મોટરની નેમપ્લેટ પર નીચેનો ડેટા દર્શાવવો આવશ્યક છે:
- ઉત્પાદકનું નામ અથવા ટ્રેડ માર્ક,
- કારનો પ્રકાર,
- મશીનનો સીરીયલ નંબર,
- નજીવી માહિતી (પાવર, વોલ્ટેજ, વર્તમાન, ઝડપ),
- મશીનને ઉત્તેજિત કરવાની રીત,
- જારીનું વર્ષ,
- મશીનનું વજન અને GOST.
વિન્ડિંગ ટર્મિનલ્સ કાયમી એન્જિન એકબીજાથી અને શરીરથી વિશ્વસનીય રીતે અલગ હોવા જોઈએ, તેમની અને શરીર વચ્ચેનું અંતર ઓછામાં ઓછું 12-15 મીમી હોવું જોઈએ. બાહ્ય પરીક્ષા દરમિયાન ખાસ ધ્યાન આપવામાં આવે છે કલેક્ટર અને પીંછીઓની પદ્ધતિ (બ્રશ, ટ્રાવર્સ અને બ્રશ ધારકો), કારણ કે તેમની સ્થિતિ મશીનના પરિવર્તનને નોંધપાત્ર રીતે અસર કરે છે અને તેથી, તેની કામગીરીની સ્થિરતા.
કલેક્ટરનું નિરીક્ષણ કરતી વખતે, તેઓને ખાતરી છે કે કાર્યકારી સપાટી પર મિલિંગ કટર, છિદ્રો, વાર્નિશ અને પેઇન્ટના ફોલ્લીઓ તેમજ બ્રશ મિકેનિઝમની અસંતોષકારક કામગીરીથી કાર્બન ડિપોઝિટના નિશાનો નથી. કલેક્ટર પ્લેટ્સ વચ્ચેનું ઇન્સ્યુલેશન 1-2 મીમીની ઊંડાઈ સુધી પસંદ કરવું જોઈએ, પ્લેટોની કિનારીઓ 0.5-1 મીમી (એન્જિન પાવર પર આધાર રાખીને) ની પહોળાઈ સાથે ચેમ્ફર હોવી જોઈએ. પ્લેટો વચ્ચેની જગ્યાઓ સંપૂર્ણપણે સ્વચ્છ હોવી જોઈએ - તેમાં ધાતુની છાલ અથવા લાકડાની છાલ, ગ્રેફાઇટ બ્રશની ધૂળ, તેલ, વાર્નિશ વગેરે ન હોવા જોઈએ.
ડીસી મોટરનું સંચાલન, અને ખાસ કરીને તેની બ્રશ મિકેનિઝમ, કલેક્ટર લિકેજ અને તેના સ્પંદનોથી પ્રભાવિત થાય છે. કલેક્ટરની પેરિફેરલ ગતિ જેટલી વધારે છે, તેટલું ઓછું સ્વીકાર્ય લિકેજ. હાઇ-સ્પીડ મોટર્સ માટે, મહત્તમ સ્વીકાર્ય લિકેજ મૂલ્ય 0.02-0.025 મીમીથી વધુ ન હોવું જોઈએ. સ્પંદન કંપનવિસ્તારની તીવ્રતા ડાયલ સૂચક સાથે માપવામાં આવે છે.
માપન દરમિયાન, સૂચકની ટોચ સપાટીની સામે તે દિશામાં દબાવવામાં આવે છે જે દિશામાં કંપન માપવામાં આવશે. કલેક્ટરની સપાટી વિક્ષેપિત હોવાથી (કલેક્ટર પ્લેટ્સ અને રિસેસ વૈકલ્પિક), સારી રીતે તીક્ષ્ણ બ્રશનો ઉપયોગ કરવામાં આવે છે, જેના પર સૂચકની ટોચ આરામ કરવી જોઈએ. સૂચક હાઉસિંગ કંપન-મુક્ત આધાર પર સુરક્ષિત હોવું આવશ્યક છે.
માપતી વખતે, સૂચકનો નિર્દેશક ચોક્કસ ખૂણામાં માપેલા કંપનની આવર્તન સાથે ઓસીલેટ થાય છે, જેનું મૂલ્ય મિલીમીટરના સોમા ભાગમાં સૂચકના સ્કેલ પર અંદાજવામાં આવે છે. જો કે, આ ઉપકરણ 750 આરપીએમ સુધીની ઝડપે કંપન માપી શકે છે.750 આરપીએમથી વધુની પરિભ્રમણ ગતિ ધરાવતા એન્જિનો માટે, ખાસ ઉપકરણો - વાઇબ્રોમીટર અથવા વાઇબ્રોગ્રાફ્સનો ઉપયોગ કરવો જરૂરી છે, જે મશીનના અમુક ઘટકોના સ્પંદનોને માપી અથવા રેકોર્ડ કરી શકે છે.
લીકેજ પણ સૂચક સાથે માપવામાં આવે છે. મેનીફોલ્ડ લિકેજને ઠંડા અને ગરમ એન્જિન બંને સ્થિતિમાં માપવામાં આવે છે. માપતી વખતે, સૂચક તીરની વર્તણૂક પર ધ્યાન આપો. તીરની સરળ હિલચાલ સપાટીની પર્યાપ્ત નળાકારતા સૂચવે છે, અને તીરનું વળવું સપાટીની નળાકારતાના સ્થાનિક ઉલ્લંઘનને સૂચવે છે, જે મોટરના બ્રશ મિકેનિઝમ માટે ખાસ કરીને જોખમી છે. આંચકાનું માપન શરતી છે, કારણ કે કાર્ય અનુભવ દર્શાવે છે કે ત્યાં મોટર્સ છે, જેના પર આંચકાના મૂલ્યો નીચા રોટેશનલ ઝડપે મોટા હોય છે અને નજીવી ઝડપે સંતોષકારક રીતે કાર્ય કરે છે. તેથી, કલેક્ટરના કામની ગુણવત્તા વિશે અંતિમ નિષ્કર્ષ લોડ હેઠળના એન્જિનના સંચાલનની તપાસ કર્યા પછી જ આપી શકાય છે.
ડીસી મોટરના યાંત્રિક ભાગની તપાસ કરતી વખતે, તમારે વિન્ડિંગ્સ, બેરિંગ એસેમ્બલીઝ, ગેપની સમાનતા (મોટર ડિસએસેમ્બલ સાથે) ના રાશન અને જોડાણોની સ્થિતિ પર ધ્યાન આપવું જોઈએ. આર્મચર અને મોટરના મુખ્ય ધ્રુવો વચ્ચેના વિપરિત બિંદુઓ પર માપવામાં આવેલ તફાવત 3 મીમી કરતા ઓછા ગાબડા માટે સરેરાશ મૂલ્યથી 10% થી વધુ અને 3 મીમી કરતા વધુ ગાબડા માટે 5% થી વધુ નહીં હોય.
આંચકા અને સ્પંદનો તપાસ્યા પછી, તેઓ મોટરની બ્રશ મિકેનિઝમને સમાયોજિત કરવાનું શરૂ કરે છે. ક્લિપ્સમાંના પીંછીઓ મુક્તપણે હલનચલન કરવા જોઈએ પરંતુ ધ્રૂજવા જોઈએ નહીં.પરિભ્રમણની દિશામાં બ્રશ અને ધારક વચ્ચેનું સામાન્ય અંતર 0.1-0.4 મીમીથી વધુ ન હોવું જોઈએ, રેખાંશ દિશામાં 0.2-0.5 મીમી.
કલેક્ટર પર બ્રશનું સામાન્ય ચોક્કસ દબાણ, બ્રશ સામગ્રીના ગ્રેડના આધારે, ગ્રેફાઇટ બ્રશ માટે ઓછામાં ઓછું 150-180 ગ્રામ / સેમી 2, કોપર-ગ્રેફાઇટ માટે 220-250 ગ્રામ / સેમી 2 હોવું જોઈએ. અસમાન વર્તમાન વિતરણને ટાળવા માટે, વ્યક્તિગત પીંછીઓનું દબાણ સરેરાશથી 10% કરતા વધુ અલગ ન હોવું જોઈએ. ચોક્કસ દબાણ નીચે પ્રમાણે નક્કી કરવામાં આવે છે. કલેક્ટર અને બ્રશની વચ્ચે પાતળા કાગળની શીટ મૂકવામાં આવે છે, બ્રશ સાથે ડાયનેમોમીટર જોડાયેલ હોય છે, અને પછી, ડાયનામોમીટરથી બ્રશ ખેંચીને, તેઓ એવી સ્થિતિ શોધે છે જ્યાં કાગળની શીટને મુક્તપણે ખેંચી શકાય. આ બિંદુએ ડાયનો રીડિંગ મેનીફોલ્ડ પરના બ્રશના દબાણને અનુરૂપ છે. બ્રશ બેઝ એરિયા દ્વારા ડાયનામોમીટર રીડિંગને વિભાજીત કરીને ચોક્કસ દબાણ નક્કી કરવામાં આવે છે.
પીંછીઓની યોગ્ય ઇન્સ્ટોલેશન એ મશીનના યોગ્ય સંચાલન માટેના સૌથી મહત્વપૂર્ણ પરિબળોમાંનું એક છે. બ્રશ ધારકો એવી રીતે સ્થાપિત થાય છે કે બ્રશ કલેક્ટર પ્લેટોની સખત સમાંતર હોય છે અને તેમની કિનારીઓ વચ્ચેનું અંતર 2% કરતા વધુની ભૂલ સાથે મશીનના ધ્રુવોના વિભાજન જેટલું હોય છે.
અનેક સ્લીપર્સવાળી મોટર્સમાં, બ્રશ ધારકોને એવી રીતે મૂકવામાં આવે છે કે બ્રશ શક્ય તેટલી કલેક્ટર લંબાઈને આવરી લે છે (કહેવાતી સ્ટેક્ડ ગોઠવણી). આનાથી કલેક્ટરની સમગ્ર લંબાઈ સાથે કમ્યુટેશનમાં ભાગ લેવાનું શક્ય બનશે, જે તેના વધુ સમાન વસ્ત્રોમાં ફાળો આપે છે.જો કે, પીંછીઓની આવી ગોઠવણી સાથે, તે સુનિશ્ચિત કરવું જરૂરી છે કે બ્રશ ઓપરેશન દરમિયાન (શાફ્ટના સ્ટ્રોકને ધ્યાનમાં લેતા) કલેક્ટરની ધારની બહાર નીકળતા નથી. એન્જિન શરૂ કરતા પહેલા, પીંછીઓને કલેક્ટર (ફિગ. 1) સામે મધ્યમ-ગ્રિટ ગ્લાસ (પરંતુ કાર્બોરન્ડમ નહીં) કાગળથી કાળજીપૂર્વક ઘસવામાં આવે છે. કાર્બોરન્ડમ પેપરના દાણા બ્રશના શરીરમાં ઘૂસી શકે છે અને પછી ઓપરેશન દરમિયાન કલેક્ટર સ્ક્રેચ કરે છે, જેનાથી મશીનની સ્વિચિંગની સ્થિતિ વધુ ખરાબ થાય છે.
વિન્ડિંગ્સના સમાવેશની શુદ્ધતા ચકાસવા માટે આગળ વધતા પહેલા, ચોક્કસ પ્રકારના મશીનના ટર્મિનલ્સના માર્કિંગનો અભ્યાસ કરો. ડીસી મોટર્સમાં, વિન્ડિંગ્સને GOST 183-66 અનુસાર તેમના નામના પ્રથમ કેપિટલ અક્ષરો સાથે નિયુક્ત કરવામાં આવે છે, ત્યારબાદ વિન્ડિંગની શરૂઆત માટે નંબર 1 અને તેના અંત માટે 2 આવે છે. જો મોટરમાં સમાન નામ સાથે અન્ય વિન્ડિંગ્સ હોય, તો તેમની શરૂઆત અને અંત 3-4, 5-6, વગેરે નંબરો સાથે ચિહ્નિત થયેલ છે. ટર્મિનલ ચિહ્નો અંજીરમાં બતાવેલ ઉત્તેજના સર્કિટ અને મોટર રોટેશન દિશાઓને અનુરૂપ હોઈ શકે છે. 2.
ધ્રુવ વિન્ડિંગ્સના સમાવેશની શુદ્ધતા તેમની ધ્રુવીયતાના ફેરબદલને સ્પષ્ટ કરવા માટે તપાસવામાં આવે છે. દરેક મશીન માટે સહાયક અને પ્રાથમિક ધ્રુવોના ધ્રુવીય ફેરબદલને મશીનના પરિભ્રમણની આપેલ દિશા માટે સખત રીતે વ્યાખ્યાયિત કરવી આવશ્યક છે. મોટર મોડમાં કાર્યરત મશીનના પરિભ્રમણની દિશામાં ધ્રુવથી ધ્રુવ તરફ જતી વખતે, દરેક મુખ્ય ધ્રુવ પછી સમાન ધ્રુવીયતાનો વધારાનો ધ્રુવ હોય છે, ઉદાહરણ તરીકે N — n, S — s. ધ્રુવોની ધ્રુવીયતા ઘણી રીતે નક્કી કરી શકાય છે: દ્રશ્ય નિરીક્ષણ દ્વારા, ચુંબકીય સોયનો ઉપયોગ કરીને અને વિશિષ્ટ કોઇલનો ઉપયોગ કરીને.
પ્રથમ પદ્ધતિનો ઉપયોગ એવા કિસ્સાઓમાં થાય છે જ્યાં કોઇલની વિન્ડિંગ દિશા દૃષ્ટિની રીતે શોધી શકાય છે.

ચોખા. 1. કલેક્ટરને પીંછીઓ ઘસવું:. a — ખોટું; તેજસ્વી
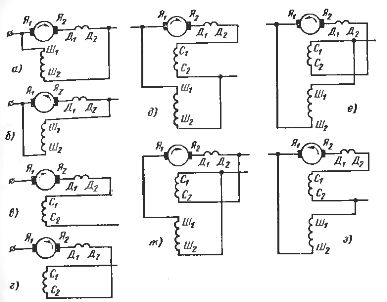
ચોખા. 2. વિવિધ ઉત્તેજના યોજનાઓ અને પરિભ્રમણની દિશાઓ માટે ડીસી મોટર્સના વિન્ડિંગ ટર્મિનલ્સના હોદ્દા
વિન્ડિંગની દિશા જાણીને અને "ગિમ્બલ" નિયમનો ઉપયોગ કરીને, ધ્રુવોની ધ્રુવીયતા નક્કી કરો. આ પદ્ધતિ સીરિઝ ફીલ્ડ વિન્ડિંગમાંથી વિન્ડિંગ માટે અનુકૂળ છે, જેની વિન્ડિંગ દિશા વારાઓના નોંધપાત્ર ક્રોસ-સેક્શનને કારણે નક્કી કરવી ખૂબ જ સરળ છે.
બીજી પદ્ધતિ મુખ્યત્વે સમાંતર ઉત્તેજના વિન્ડિંગ્સ સાથે કોઇલ માટે વપરાય છે. આ પદ્ધતિનો સાર નીચે મુજબ છે. મોટરના વિન્ડિંગ પર પ્રવાહ લાગુ કરવામાં આવે છે, ચુંબકીય સોય થ્રેડ પર સસ્પેન્ડ કરવામાં આવે છે, જેના છેડાઓની ધ્રુવીયતા ચિહ્નિત થયેલ છે, અને દરેક ધ્રુવ પર વૈકલ્પિક રીતે લાગુ કરવામાં આવે છે. ધ્રુવની ધ્રુવીયતા પર આધાર રાખીને, તીર તેની વિરુદ્ધ ધ્રુવીયતાના અંત સાથે સામનો કરશે.
આ પદ્ધતિનો ઉપયોગ કરતી વખતે, તે યાદ રાખવું જોઈએ કે તીરમાં ફરીથી જાદુ કરવાની ક્ષમતા છે, તેથી પ્રયોગ શક્ય તેટલી ઝડપથી હાથ ધરવો જોઈએ. ચુંબકીય સોય પદ્ધતિનો ઉપયોગ શ્રેણીની કોઇલની ધ્રુવીયતા નક્કી કરવા માટે ભાગ્યે જ થાય છે કારણ કે પૂરતા પ્રમાણમાં મજબૂત ક્ષેત્ર ઉત્પન્ન કરવા માટે નોંધપાત્ર પ્રવાહ કોઇલમાંથી પસાર થવો જોઈએ.
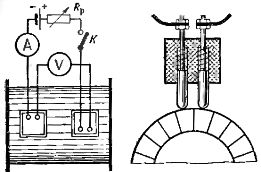
કોઇલની ધ્રુવીયતા નક્કી કરવાની ત્રીજી પદ્ધતિ કોઈપણ કોઇલને લાગુ પડે છે, તેને ટેસ્ટ કોઇલ પદ્ધતિ કહેવામાં આવે છે. કોઇલ કોઈપણ આકારની હોઈ શકે છે - ટોરોઇડલ, લંબચોરસ, નળાકાર. કોઇલને કાર્ડબોર્ડ, સેલ્યુલોઇડ વગેરેની ફ્રેમ પર પાતળા અવાહક કોપર વાયરના શક્ય તેટલા વળાંકો સાથે ઘા કરવામાં આવે છે. મિલિવોલ્ટમીટર.
કોઇલનું જોડાણ યોગ્ય માનવામાં આવે છે જો દરેક બે અડીને આવેલા ધ્રુવોની નીચે ઉપકરણના તીરો જુદી જુદી દિશામાં વિચલિત થાય, જો ટેસ્ટ કોઇલ એક જ બાજુના ધ્રુવોનો સામનો કરે. આર્મેચર વિન્ડિંગની તુલનામાં વધારાના ધ્રુવોના વિન્ડિંગના સાચા જોડાણની તપાસ અંજીરમાં બતાવેલ યોજના અનુસાર હાથ ધરવામાં આવે છે. 4.
જ્યારે સ્વીચ K બંધ હોય, ત્યારે મિલીવોલ્ટમીટર સોય વિચલિત થશે. જ્યારે યોગ્ય રીતે ચાલુ કરવામાં આવે ત્યારે, સહાયક ધ્રુવ વિન્ડિંગનું ચુંબકીકરણ બળ આર્મેચર વિન્ડિંગના ચુંબકીય બળની વિરુદ્ધ દિશામાન થાય છે, તેથી આર્મચર વિન્ડિંગ અને સહાયક ધ્રુવ વિન્ડિંગ વિરુદ્ધ રીતે ચાલુ હોવું જોઈએ, એટલે કે, માઈનસ (અથવા વત્તા) આર્મચર વધારાના ધ્રુવોના વિન્ડિંગના માઈનસ (અથવા વત્તા) સાથે જોડાયેલ હોવું જોઈએ.
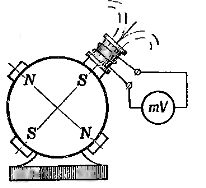
ચોખા. 3. ટેસ્ટ કોઇલનો ઉપયોગ કરીને ડીસી મોટર્સના ધ્રુવોની ધ્રુવીયતા નક્કી કરવી
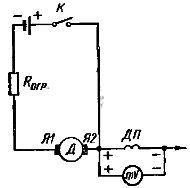
ચોખા. 4. આર્મેચર વિન્ડિંગની તુલનામાં વધારાના ધ્રુવોના વિન્ડિંગના સમાવેશની શુદ્ધતા ચકાસવા માટેની યોજના
વધારાના ધ્રુવોના વિન્ડિંગ અને વળતરના વિન્ડિંગના પરસ્પર જોડાણને તપાસવા માટે, તમે ફિગમાં બતાવેલ યોજનાનો ઉપયોગ કરી શકો છો. 5, નાના એન્જિન માટે.
ડીસી મોટરની સામાન્ય કામગીરીમાં, વળતર આપતી કોઇલ દ્વારા બનાવેલ ચુંબકીય પ્રવાહ પૂરક ધ્રુવ કોઇલના ચુંબકીય પ્રવાહ સાથે દિશામાં મેળ ખાતો હોવો જોઈએ. વિન્ડિંગ્સની ધ્રુવીયતા નક્કી કર્યા પછી, વળતર વિન્ડિંગ અને વધારાના ધ્રુવોનું વિન્ડિંગ એકસાથે જોડાયેલ હોવું આવશ્યક છે, એટલે કે, એક વિન્ડિંગની બાદબાકી બીજાના વત્તા સાથે જોડાયેલ હોવી આવશ્યક છે.
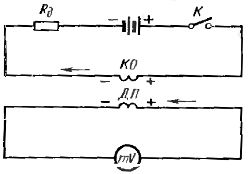
ચોખા. 5.વળતર વિન્ડિંગમાં વધારાના થાંભલાઓના વિન્ડિંગના સમાવેશની શુદ્ધતા ચકાસવા માટેની યોજના
બ્રશની ધ્રુવીયતા નક્કી કરતા પહેલા અને કોઇલના પ્રતિકારના જરૂરી માપન કરતા પહેલા, બ્રશને તટસ્થ પર સેટ કરો. ઇલેક્ટ્રિક મોટરના ન્યુટ્રલનો અર્થ થાય છે મુખ્ય ધ્રુવો અને આર્મેચરના વિન્ડિંગ્સની આવી પરસ્પર ગોઠવણી જ્યારે તેમની વચ્ચે પરિવર્તન ગુણાંક શૂન્ય હોય. પીંછીઓને તટસ્થ કરવા માટે, એક સાંકળ એસેમ્બલ કરવામાં આવે છે (ફિગ. 6).
ઉત્તેજના કોઇલ સ્વીચ દ્વારા પાવર સ્ત્રોત (બેટરી) સાથે જોડાયેલ છે, અને એક સંવેદનશીલ મિલિવોલ્ટમીટર આર્મેચર બ્રશ સાથે જોડાયેલ છે. જ્યારે ઉત્તેજના કોઇલને આંચકો વડે પ્રવાહ પૂરો પાડવામાં આવે છે, ત્યારે મિલિવોલ્ટમીટરની સોય એક દિશામાં વિચલિત થાય છે. અથવા અન્ય. જ્યારે પીંછીઓ તટસ્થ સ્થિતિમાં સખત રીતે સ્થિત હોય, ત્યારે ઉપકરણની સોય વિચલિત થશે નહીં.
પરંપરાગત સાધનોની ચોકસાઈ ઓછી છે — શ્રેષ્ઠમાં 0.5%. તેથી, પીંછીઓ ઉપકરણના ન્યૂનતમ વાંચનને અનુરૂપ સ્થિતિમાં સેટ કરવામાં આવે છે, અને આને તટસ્થ માનવામાં આવે છે. તટસ્થ પીંછીઓને સમાયોજિત કરવામાં મુશ્કેલી એ છે કે તટસ્થની સ્થિતિ કલેક્ટર પ્લેટોની સ્થિતિ પર આધારિત છે.
ઘણીવાર એવું બને છે કે જ્યારે એક આર્મેચર પોઝિશન માટે મળેલ ન્યુટ્રલ ફેરવવામાં આવે ત્યારે વિસ્થાપિત થાય છે. તેથી તટસ્થ સ્થિતિ બે અલગ અલગ શાફ્ટ સ્થિતિઓ માટે વ્યાખ્યાયિત કરવામાં આવે છે. જો આર્મેચરની વિવિધ સ્થિતિઓ માટે તટસ્થની સ્થિતિ અલગ હોય, તો પછી બ્રશને બે ગુણ વચ્ચે મધ્યવર્તી સ્થિતિમાં મૂકવું જોઈએ. બ્રશને તટસ્થ પર સેટ કરવાની ચોકસાઈ કલેક્ટરને બ્રશની સપાટીની સંલગ્નતાની ડિગ્રી પર આધારિત છે.તેથી, એન્જિનની તટસ્થતા નક્કી કરતી વખતે વધુ સચોટ પરિણામ મેળવવા માટે, કલેક્ટરમાં પીંછીઓ અગાઉથી ઘસવામાં આવે છે.
પીંછીઓની ધ્રુવીયતા નીચેનામાંથી એક રીતે નક્કી કરવામાં આવે છે.
1. એક વોલ્ટમીટર કલેક્ટર (ફિગ. 7) પરના બે બિંદુઓ સાથે જોડાયેલ છે, જે સમાન અંતર પર વિપરીત પીંછીઓથી સ્થિત છે. જ્યારે ઉત્તેજિત થાય છે, ત્યારે વોલ્ટમીટરની સોય એક દિશામાં અથવા બીજી તરફ વળશે. જો તીર જમણી તરફ ભટકે છે, તો પછી «પ્લસ» બિંદુ 1 પર છે અને «માઈનસ» બિંદુ 2 પર છે. પરિભ્રમણની દિશા સામે નજીકના બ્રશમાં ઉપકરણના કનેક્ટેડ ક્લેમ્પની ધ્રુવીયતા હશે.
2. ચોક્કસ ધ્રુવીયતાનો સીધો પ્રવાહ ઉત્તેજના કોઇલમાંથી પસાર થાય છે, એક વોલ્ટમીટર આર્મેચર સાથે જોડાયેલ હોય છે, અને આર્મચરને હાથથી અથવા મિકેનિઝમ દ્વારા દબાવીને પરિભ્રમણમાં લાવવામાં આવે છે. આ કિસ્સામાં, વોલ્ટમીટરની સોય વિચલિત થશે. તીરની દિશા પીંછીઓની ધ્રુવીયતા સૂચવે છે.
ડીસી મોટરના વિન્ડિંગ્સના પ્રતિકારને માપવું એ ડીસી મોટર્સને તપાસવા માટે ખૂબ જ મહત્વપૂર્ણ તત્વ છે, કારણ કે માપના પરિણામોનો ઉપયોગ વિન્ડિંગ્સ (રેશન, બોલ્ટ, વેલ્ડેડ સાંધા) ના સંપર્ક જોડાણોની સ્થિતિનું મૂલ્યાંકન કરવા માટે થાય છે. મોટર વિન્ડિંગ્સનો પ્રતિકાર નીચેની પદ્ધતિઓમાંથી એક દ્વારા માપવામાં આવે છે: એમીટર - વોલ્ટમીટર, સિંગલ અથવા ડબલ બ્રિજ અને માઇક્રોહમિટર.
ડીસી મોટર્સના વિન્ડિંગ્સના પ્રતિકારને માપવાની કેટલીક લાક્ષણિકતાઓ વિશે યાદ રાખવું જરૂરી છે.
1. ક્ષેત્રની શ્રેણીના વિન્ડિંગ, વળતર વિન્ડિંગ, વધારાના ધ્રુવોના વિન્ડિંગનો પ્રતિકાર ઓછો છે (હજારો ઓહ્મ), તેથી માપ માઇક્રોઓહમીટર અથવા ડબલ બ્રિજ વડે કરવામાં આવે છે.
2.ઇન્સ્યુલેટીંગ હેન્ડલ (ફિગ. 8) માં ઝરણા સાથેની ખાસ બે-સંપર્ક ચકાસણીનો ઉપયોગ કરીને આર્મેચર વિન્ડિંગનો પ્રતિકાર એમીટર-વોલ્ટમીટર પદ્ધતિ દ્વારા માપવામાં આવે છે. નીચે પ્રમાણે માપન હાથ ધરવામાં આવે છે: 4-6 V ના વોલ્ટેજ સાથે સારી રીતે ચાર્જ થયેલ બેટરીમાંથી સીધો પ્રવાહ બ્રશ દૂર કરીને સ્થિર આર્મેચરની કલેક્ટર પ્લેટોને સપ્લાય કરવામાં આવે છે. જે પ્લેટોને વર્તમાન સપ્લાય કરવામાં આવે છે તેની વચ્ચે વોલ્ટેજ ડ્રોપ મિલીવોલ્ટમીટર વડે માપવામાં આવે છે. આર્મચરની એક શાખાનું જરૂરી પ્રતિકાર મૂલ્ય
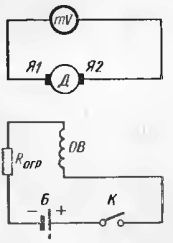
ચોખા. 6. તટસ્થ સ્થિતિમાં પીંછીઓની યોગ્ય ઇન્સ્ટોલેશન તપાસવા માટેની યોજના
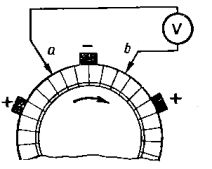
ચોખા. 7. પીંછીઓની ધ્રુવીયતા નક્કી કરવા માટેની યોજના
ચોખા. 8 ટુ-પિન પ્રોબનો ઉપયોગ કરીને આર્મેચર પ્રતિકારનું માપન
અન્ય તમામ પ્લેટો માટે સમાન માપન કરવામાં આવે છે. દરેક સંલગ્ન પ્લેટ વચ્ચેના પ્રતિકાર મૂલ્યો એકબીજાથી નજીવા મૂલ્યના 10% કરતા વધુ અલગ ન હોવા જોઈએ (જો મશીનમાં સમાન વિન્ડિંગ હોય, તો તફાવત 30% સુધી પહોંચી શકે છે).
વિન્ડિંગ્સના ઇન્સ્યુલેશન પ્રતિકારનું માપન અને વિન્ડિંગ્સના ઇન્સ્યુલેશનની ડાઇલેક્ટ્રિક તાકાતનું નિરીક્ષણ એ સિંક્રનસ મોટર્સના અનુરૂપ નિરીક્ષણ બિંદુઓની જેમ જ હાથ ધરવામાં આવે છે.
ડીસી મોટરનું પ્રારંભિક સ્ટાર્ટ-અપ મોટરને ટ્યુન કર્યા પછી તરત જ તેની કાર્યક્ષમતા ચકાસવા માટે હાથ ધરવામાં આવે છે. અસિંક્રોનસ મોટર્સની જેમ, ડીસી મોટર્સનું મિકેનિઝમ અને ગિયરબોક્સ બંધ સાથે નિષ્ક્રિય સ્થિતિમાં પરીક્ષણ કરવામાં આવે છે. કંટ્રોલ સર્કિટને યોગ્ય રીતે ટ્યુન કરવા માટે ડીસી મોટરનું સમાન નિષ્ક્રિય પરીક્ષણ જરૂરી છે.
નિષ્ક્રિય અને લોડ હેઠળ એન્જિન શરૂ કરવાનું ખૂબ કાળજીપૂર્વક કરવું જોઈએ.શરૂ કરતા પહેલા તરત જ, ખાતરી કરવી જરૂરી છે કે આર્મેચર સરળતાથી ફરે છે, આર્મેચર સ્ટેટરને સ્પર્શતું નથી, કે બેરિંગ્સમાં ગ્રીસ છે, અને રક્ષણાત્મક રિલે પણ તપાસો. મહત્તમ સંરક્ષણનો ટ્રીપિંગ વર્તમાન મહત્તમ મોટર પ્રવાહના 200% કરતા વધુ ન હોવો જોઈએ. એક પરીક્ષણ સાથે ડીસી મોટર શરૂ કરી રહ્યા છીએ વર્તમાન ઉછાળા દરમિયાન અને પછી જ્યારે મોટર મહત્તમ વોલ્ટેજ અને મહત્તમ ઝડપે નિષ્ક્રિય હોય ત્યારે કલેક્ટરનું નિરીક્ષણ કરીને કોમ્યુટેશન ગુણવત્તાને નિયંત્રિત કરો.
લોડને કારણે નિષ્ક્રિયની તુલનામાં સ્પાર્ક દરમાં વધારો થવો જોઈએ નહીં. તેને બ્રશ 11/2 અને તે પણ 2 ની સ્પાર્કિંગની ડિગ્રી સાથે ડીસી મોટર ચલાવવાની મંજૂરી છે. સ્પાર્કિંગની વધુ નોંધપાત્ર ડિગ્રી પર, કમ્યુટેશન ગોઠવવામાં આવે છે: બ્રશ તટસ્થ પર સેટ છે, વધારાના ધ્રુવોની કોઇલ યોગ્ય રીતે છે ચાલુ, બ્રશ કલેક્ટર પર દબાવવામાં આવે છે અને પીંછીઓ કલેક્ટરને વળગી રહે છે.
તે યાદ રાખવું જોઈએ કે કલેક્ટર પર અસ્વીકાર્ય આર્સિંગ કંટ્રોલ સર્કિટની ખામી સાથે સંકળાયેલ હોઈ શકે છે, કારણ કે આર્મેચર અને ઉત્તેજના સર્કિટમાં વર્તમાનના પરિવર્તનનો દર, વર્તમાન સર્જના મહત્તમ મૂલ્યો, ગુણોત્તર આર્મચર કરંટ અને મશીનનો ચુંબકીય પ્રવાહ જુદા જુદા સમયે સર્કિટ પર આધાર રાખે છે. લોડ હેઠળના ઓપરેશનનું અવલોકન કર્યા પછી અને ડીસી મોટરના કમ્યુટેશનને સમાયોજિત કર્યા પછી, કમિશનિંગ પ્રક્રિયાને પૂર્ણ ગણી શકાય.