ઉચ્ચ આવર્તન ઇલેક્ટ્રિક મોટર્સ
 નાના છિદ્રોને ગ્રાઇન્ડ કરતી વખતે, પર્યાપ્ત કટીંગ ઝડપ પ્રાપ્ત કરવા માટે ખૂબ જ ઊંચી ગ્રાઇન્ડીંગ સ્પિન્ડલ ઝડપ જરૂરી છે. તેથી, જ્યારે માત્ર 30 m/s ની ઝડપે 3 મીમીના વ્યાસવાળા વર્તુળ સાથે 5 મીમીના વ્યાસવાળા છિદ્રોને ગ્રાઇન્ડીંગ કરવામાં આવે છે, ત્યારે સ્પિન્ડલની પરિભ્રમણ ગતિ 200,000 આરપીએમ હોવી આવશ્યક છે.
નાના છિદ્રોને ગ્રાઇન્ડ કરતી વખતે, પર્યાપ્ત કટીંગ ઝડપ પ્રાપ્ત કરવા માટે ખૂબ જ ઊંચી ગ્રાઇન્ડીંગ સ્પિન્ડલ ઝડપ જરૂરી છે. તેથી, જ્યારે માત્ર 30 m/s ની ઝડપે 3 મીમીના વ્યાસવાળા વર્તુળ સાથે 5 મીમીના વ્યાસવાળા છિદ્રોને ગ્રાઇન્ડીંગ કરવામાં આવે છે, ત્યારે સ્પિન્ડલની પરિભ્રમણ ગતિ 200,000 આરપીએમ હોવી આવશ્યક છે.
બેલ્ટ ડ્રાઇવની ઝડપ વધારવા માટેની એપ્લિકેશન બેલ્ટની મહત્તમ સ્વીકાર્ય ક્રાંતિ દ્વારા મર્યાદિત છે. બેલ્ટ દ્વારા ચલાવવામાં આવતા સ્પિન્ડલ્સના પરિભ્રમણની ઝડપ સામાન્ય રીતે 10,000 રિવોલ્યુશન પ્રતિ મિનિટથી વધુ હોતી નથી, અને બેલ્ટ સરકી જાય છે, ઝડપથી નિષ્ફળ જાય છે (150-300 કલાક પછી) અને ઓપરેશન દરમિયાન સ્પંદનો બનાવે છે.
હાઇ-સ્પીડ ન્યુમેટિક વ્હીલ્સ તેમની યાંત્રિક લાક્ષણિકતાઓની ખૂબ જ નોંધપાત્ર નરમાઈને કારણે હંમેશા યોગ્ય નથી.
ઉચ્ચ-સ્પીડ સ્પિન્ડલ્સ બનાવવાની સમસ્યા બોલ બેરિંગ્સના ઉત્પાદન માટે વિશેષ મહત્વ ધરાવે છે, જ્યાં ઉચ્ચ ગુણવત્તાની આંતરિક અને ગ્રુવ ગ્રાઇન્ડીંગ જરૂરી છે. આ સંદર્ભે, 12,000-50,000 rpm અને વધુની પરિભ્રમણ ગતિ સાથે કહેવાતા ઇલેક્ટ્રોસ્પિન્ડલ્સના અસંખ્ય મોડલનો ઉપયોગ મશીન ટૂલ અને બોલ બેરિંગ ઉદ્યોગમાં થાય છે.
ઇલેક્ટ્રિક સ્પિન્ડલ (ફિગ. 1) એ બિલ્ટ-ઇન હાઇ-ફ્રિકવન્સી સ્ક્વિરલ-કેજ મોટર સાથે ત્રણ-નાક ગ્રાઇન્ડિંગ સ્પિન્ડલ છે. મોટર રોટર ગ્રાઇન્ડીંગ વ્હીલની વિરુદ્ધ સ્પિન્ડલના અંતમાં બે સ્પર્સ વચ્ચે સ્થિત છે.
બે અથવા ચાર સપોર્ટવાળા બાંધકામો ઓછા ઉપયોગમાં લેવાય છે. પછીના કિસ્સામાં, મોટર શાફ્ટ કપ્લીંગનો ઉપયોગ કરીને સ્પિન્ડલ સાથે જોડાયેલ છે.
સ્પિન્ડલ મોટરના સ્ટેટરને ઇલેક્ટ્રિકલ સ્ટીલ શીટમાંથી એસેમ્બલ કરવામાં આવે છે. તેના પર બાયપોલર કોઇલ છે. પ્રતિ મિનિટ 30-50 હજાર ક્રાંતિની ગતિએ મોટરના રોટરને પણ શીટ મેટલથી ડાયલ કરવામાં આવે છે અને પરંપરાગત શોર્ટ-સર્કિટ વિન્ડિંગથી સજ્જ છે. તેઓ રોટરના વ્યાસને શક્ય તેટલું ઘટાડવાનું વલણ ધરાવે છે.
50,000 આરપીએમથી ઉપરની ઝડપે, નોંધપાત્ર નુકસાનને કારણે, સ્ટેટર વહેતા પાણીના ઠંડક સાથે કેસીંગથી સજ્જ છે. આવી ઝડપે કામ કરવા માટે રચાયેલ એન્જિનના રોટર ઘન સ્ટીલ સિલિન્ડરના રૂપમાં બનાવવામાં આવે છે.
ઇલેક્ટ્રોસ્પિન્ડલ્સના સંચાલન માટે બેરિંગ પ્રકારની પસંદગી ખાસ મહત્વ ધરાવે છે. વધેલી ચોકસાઈ સાથેના ગોળાકાર બેરિંગ્સનો -50,000 rpm સુધીની રોટેશનલ ઝડપે ઉપયોગ થાય છે. આવા બેરિંગ્સની મહત્તમ ક્લિયરન્સ 30 માઇક્રોનથી વધુ ન હોવી જોઈએ, જે યોગ્ય ભરણ દ્વારા પ્રાપ્ત થાય છે. બેરિંગ્સ કેલિબ્રેટેડ સ્પ્રિંગ્સનો ઉપયોગ કરીને બનાવેલ પ્રીલોડ સાથે કાર્ય કરે છે. બોલ બેરિંગ પ્રીલોડ સ્પ્રિંગ્સનું માપાંકન કરતી વખતે અને તેમના ફિટને પસંદ કરતી વખતે ખૂબ કાળજી લેવી આવશ્યક છે.
50,000 રિવોલ્યુશન પ્રતિ મિનિટથી વધુની રોટેશનલ સ્પીડ પર, જર્નલ બેરિંગ્સ સંતોષકારક રીતે કામ કરે છે જ્યારે તેમને ખાસ પંપ દ્વારા પૂરા પાડવામાં આવતા કાર્યકારી તેલ દ્વારા સઘન રીતે ઠંડુ કરવામાં આવે છે. કેટલીકવાર લુબ્રિકન્ટ છાંટવામાં આવેલી સ્થિતિમાં આપવામાં આવે છે.
ઉચ્ચ-આવર્તન 100,000 rpm ઇલેક્ટ્રોસ્પિન્ડલ્સ પણ એરોડાયનેમિક બેરિંગ્સ (એર-લુબ્રિકેટેડ બેરિંગ્સ) પર બનેલા છે.
ઉચ્ચ-આવર્તન ઇલેક્ટ્રિક મોટર્સના ઉત્પાદન માટે વ્યક્તિગત ભાગોનું ખૂબ જ ચોક્કસ ઉત્પાદન, રોટરનું ગતિશીલ સંતુલન, ચોક્કસ એસેમ્બલી અને સ્ટેટર અને રોટર વચ્ચેના અંતરની કડક એકરૂપતાને સુનિશ્ચિત કરવાની જરૂર છે.
ઉપરોક્ત સાથે જોડાણમાં, ઇલેક્ટ્રિક સ્પિન્ડલ્સનું ઉત્પાદન વિશેષ તકનીકી પરિસ્થિતિઓ અનુસાર હાથ ધરવામાં આવે છે.
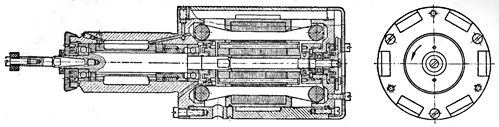
ફિગ. 1. ઉચ્ચ આવર્તન ઇલેક્ટ્રિક ગ્રાઇન્ડીંગ સ્પિન્ડલ.
ઉચ્ચ-આવર્તન મોટર્સની કાર્યક્ષમતા પ્રમાણમાં નાની છે. આ સ્ટીલના વધતા નુકસાન અને બેરિંગ ઘર્ષણના નુકસાનની હાજરીને કારણે છે.
ઉચ્ચ-આવર્તન ઇલેક્ટ્રિક મોટર્સના પરિમાણો અને વજન પ્રમાણમાં નાના છે.

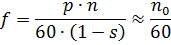
ચોખા. 2. આધુનિક ઉચ્ચ આવર્તન ઇલેક્ટ્રિક સ્પિન્ડલ
બોલ બેરિંગ્સના ઉત્પાદનમાં બેલ્ટ ડ્રાઇવને બદલે ઇલેક્ટ્રિક સ્પિન્ડલ્સનો ઉપયોગ આંતરિક ગ્રાઇન્ડીંગ મશીનોની શ્રમ ઉત્પાદકતામાં ઓછામાં ઓછો 15-20% વધારો કરે છે અને ટેપર, અંડાકાર અને સપાટીની સ્વચ્છતામાં અસ્વીકારમાં તીવ્ર ઘટાડો કરે છે. ગ્રાઇન્ડીંગ સ્પિન્ડલ્સની ટકાઉપણું 5-10 ગણી અથવા વધુ વધે છે.
1 મીમી કરતા ઓછા વ્યાસવાળા છિદ્રોને ડ્રિલ કરવા માટે હાઇ-સ્પીડ સ્પિન્ડલ્સનો ઉપયોગ પણ ખૂબ જ રસપ્રદ છે.
ઉચ્ચ-આવર્તન ઇલેક્ટ્રિક મોટરને સપ્લાય કરતી વર્તમાનની આવર્તન ફોર્મ્યુલા અનુસાર ઇલેક્ટ્રિક મોટરની જરૂરી રોટેશન સ્પીડ n પર આધાર રાખીને પસંદ કરવામાં આવે છે.
p = 1 થી.
તેથી, 12,000 અને 120,000 rpm ના ઇલેક્ટ્રિક સ્પિન્ડલ્સની પરિભ્રમણ ગતિએ, અનુક્રમે 200 અને 2000 Hz ની ફ્રીક્વન્સીઝ જરૂરી છે.
ખાસ ઉચ્ચ-આવર્તન જનરેટરનો ઉપયોગ અગાઉ ઉચ્ચ-આવર્તન મોટર્સને પાવર કરવા માટે કરવામાં આવતો હતો.હવે, આ હેતુઓ માટે, સ્ટેટિક ફ્રીક્વન્સી કન્વર્ટરનો ઉપયોગ હાઇ-સ્પીડ ફીલ્ડ-ઇફેક્ટ ટ્રાન્ઝિસ્ટર પર થાય છે.
અંજીરમાં. 3 ઘરેલું ઉત્પાદનનું ત્રણ-તબક્કાનું સિંક્રનસ ઇન્ડક્શન જનરેટર બતાવે છે (પ્રકાર GIS-1). જેમ કે ડ્રોઇંગમાંથી જોઈ શકાય છે, આવા જનરેટરના સ્ટેટર પર વિશાળ અને સાંકડા ગ્રુવ્સ છે. ફીલ્ડ વિન્ડિંગ, જેની કોઇલ સ્ટેટરના વિશાળ સ્લોટમાં સ્થિત છે, તેને સીધો પ્રવાહ પૂરો પાડવામાં આવે છે. આ વિન્ડિંગ્સનું ચુંબકીય ક્ષેત્ર અંજીરમાં બતાવ્યા પ્રમાણે સ્ટેટર દાંત અને રોટર અંદાજો દ્વારા બંધાયેલું છે. ડોટેડ લાઇન સાથે 3.
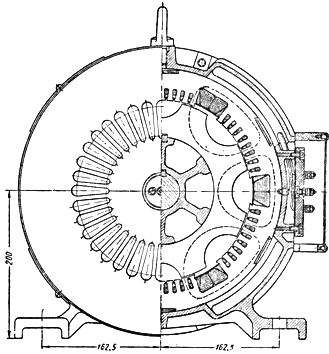
ચોખા. 3. વધેલી આવર્તન સાથે ઇન્ડક્શન વર્તમાન જનરેટર.
જ્યારે રોટર ફરે છે, ત્યારે રોટર પ્રોટ્રુઝન સાથે ફરતું ચુંબકીય ક્ષેત્ર સ્ટેટરના સાંકડા સ્લોટમાં સ્થિત વૈકલ્પિક વર્તમાન વિન્ડિંગના વળાંકને પાર કરે છે અને વૈકલ્પિક ઇ પ્રેરિત કરે છે. વગેરે c. આની આવર્તન e. વગેરે c. પરિભ્રમણની ઝડપ અને રોટર કાનની સંખ્યા પર આધાર રાખે છે. ફિલ્ડ-વાઉન્ડ વિન્ડિંગ્સમાં સમાન પ્રવાહ દ્વારા પ્રેરિત ઇલેક્ટ્રોમોટિવ બળો કોઇલના તોળાઈ રહેલા સક્રિયકરણને કારણે એકબીજાને રદ કરે છે.
ઉત્તેજના કોઇલ એસી મેઇન્સ સાથે જોડાયેલા સેલેનિયમ રેક્ટિફાયર દ્વારા ખવડાવવામાં આવે છે. સ્ટેટર અને રોટર બંનેમાં શીટ સ્ટીલના બનેલા ચુંબકીય કોરો છે.
વર્ણવેલ ડિઝાઇનવાળા જનરેટર 1.5 ની નજીવી શક્તિ સાથે ઉત્પન્ન થાય છે; 3 અને 6 kW અને 400, 600, 800 અને 1200 Hz ની ફ્રીક્વન્સીઝ પર. સિંક્રનસ જનરેટર્સના પરિભ્રમણની નજીવી ઝડપ 3000 આરપીએમ છે.