અલગ એસેમ્બલી અને ઓઇલ સ્વીચોના ભાગોનું સમારકામ
એક્ટ્યુએટર રિપેર (ફિગ. 1 જુઓ).
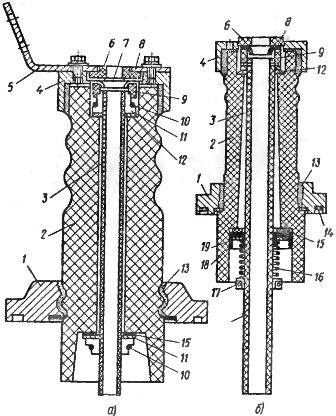
 તપાસો, શાફ્ટ 2 અને બેરિંગ્સ 12 સાફ કરો. બેરિંગ્સમાં તિરાડો માટે તપાસો. લ્યુબ્રિકેશન હોલ સાફ કરો 15. શાફ્ટમાં 0.5 - 1 મીમી કરતા વધુનો રેખાંશ સ્ટ્રોક હોવો જોઈએ નહીં. નહિંતર, સમારકામ માટે શાફ્ટ દૂર કરવામાં આવે છે. આ કરવા માટે, શાફ્ટ પર બેઠેલા બે-સશસ્ત્ર લિવર 3, અગાઉ ટ્રાન્સમિશન સળિયા સાથે અને ડ્રાઇવમાંથી ડિસએસેમ્બલ કરવામાં આવે છે, અને રોલર્સ છોડવામાં આવે છે, જે સ્ટોપ સ્પ્રિંગ્સ અને લિવરના ઉપરના કાનને જોડે છે. રોલરો દૂર કરવામાં આવે છે, બદામને સ્ક્રૂ કાઢવામાં આવે છે અને બોલ્ટ 14 દૂર કરવામાં આવે છે, જે બેરિંગ્સને ફ્રેમ 1 સાથે જોડે છે.
તપાસો, શાફ્ટ 2 અને બેરિંગ્સ 12 સાફ કરો. બેરિંગ્સમાં તિરાડો માટે તપાસો. લ્યુબ્રિકેશન હોલ સાફ કરો 15. શાફ્ટમાં 0.5 - 1 મીમી કરતા વધુનો રેખાંશ સ્ટ્રોક હોવો જોઈએ નહીં. નહિંતર, સમારકામ માટે શાફ્ટ દૂર કરવામાં આવે છે. આ કરવા માટે, શાફ્ટ પર બેઠેલા બે-સશસ્ત્ર લિવર 3, અગાઉ ટ્રાન્સમિશન સળિયા સાથે અને ડ્રાઇવમાંથી ડિસએસેમ્બલ કરવામાં આવે છે, અને રોલર્સ છોડવામાં આવે છે, જે સ્ટોપ સ્પ્રિંગ્સ અને લિવરના ઉપરના કાનને જોડે છે. રોલરો દૂર કરવામાં આવે છે, બદામને સ્ક્રૂ કાઢવામાં આવે છે અને બોલ્ટ 14 દૂર કરવામાં આવે છે, જે બેરિંગ્સને ફ્રેમ 1 સાથે જોડે છે.
ફ્રેમમાં કટઆઉટ્સ 13 દ્વારા, શાફ્ટ 2 બેરિંગ્સ સાથે એકસાથે દૂર કરવામાં આવે છે. શાફ્ટમાંથી બેરિંગ્સ દૂર કરવામાં આવે છે અને શાફ્ટ પર જરૂરી પરિમાણોના 18 વોશર્સ મૂકવામાં આવે છે. શાફ્ટ કી 17 અને બેરિંગ સાફ કરો. પછી શાફ્ટને બેરિંગ્સ સાથે એસેમ્બલ કરવામાં આવે છે અને વિપરીત ક્રમમાં સ્થાપિત કરવામાં આવે છે. શાફ્ટ શોલ્ડર અને બેરિંગના છેડા વચ્ચેના ગેપનું માપ તપાસવા માટે પ્રોબનો ઉપયોગ કરવામાં આવે છે, જે દરેક બેરિંગ માટે 0.5 - 1 મીમીની અંદર હોવો જોઈએ.જો ત્યાં કોઈ ગેપ ન હોય તો, બોલ્ટ 14 ના નટ્સને ઢીલું કરવું અને ફ્રેમ અને બેરિંગ વચ્ચે ગાસ્કેટની આવશ્યક જાડાઈ મૂકવી જરૂરી છે. આગળ, તે સ્થાનો તપાસો જ્યાં લિવરને શાફ્ટમાં વેલ્ડ કરવામાં આવે છે. ત્યાં કોઈ તિરાડો ન હોવી જોઈએ. મધ્યમ લિવર પર બમ્પર સ્ટોપ રોલર મુક્તપણે ફેરવવું જોઈએ.
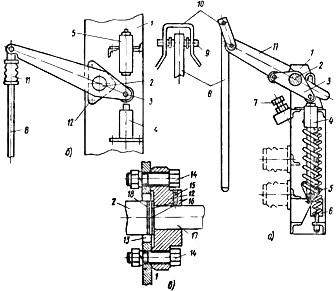
ચોખા. 1. એક્ટ્યુએટર: a — બ્રેકર VMG-10, b — સમાન, VMG-133, c — બેરિંગ, 1 — ફ્રેમ, 2 — શાફ્ટ, 3 — બે-આર્મ લિવર, 4 — ઑઇલ બફર, 5 — સ્પ્રિંગ બફર, 6 — ઓપનિંગ સ્પ્રિંગ, 7 — લોકિંગ બોલ્ટ, 8 — જંગમ સંપર્ક, 9 — અક્ષ, 10 — ક્લેમ્પ, 11 — ઇન્સ્યુલેટિંગ લિવર (પોર્સેલેઇન સળિયા), 12 — બેરિંગ, 13 — શાફ્ટ ઇન્સ્ટોલ કરવા માટે ફ્રેમમાં કટઆઉટ, 14 — બોલ્ટ સાથે અખરોટ અને વોશર, 15 — ગ્રીસ માટે છિદ્ર, 16 — વોશર, 17 — શાફ્ટ
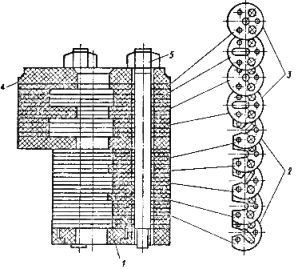
બફરની સ્થિતિ અને બ્રેકર VMG-10 (ફિગ. 2) ના ઓપનિંગ સ્પ્રિંગ્સની કાળજીપૂર્વક તપાસ કરવી અને તપાસ કરવી જરૂરી છે. ઝરણાને તે સ્થાનો પર તિરાડો ન હોવી જોઈએ જ્યાં તેને કાનમાં વેલ્ડ કરવામાં આવે છે, વળાંકની સપાટી પર, હેન્ડલમાં થ્રેડોમાં વિરામ ન હોવો જોઈએ. સ્પ્રિંગ ટેન્શનને અખરોટ 8 સાથે એડજસ્ટ કરવામાં આવે છે. એડજસ્ટ કરેલ અંતર H કાઉન્ટર નટ 6 સાથે નિશ્ચિત કરવામાં આવે છે. ક્ષતિગ્રસ્ત સ્પ્રિંગ બદલવામાં આવે છે. મિકેનિઝમના ઘર્ષણવાળા ભાગોને CIATIM-201 ગ્રીસથી લ્યુબ્રિકેટ કરવામાં આવે છે.
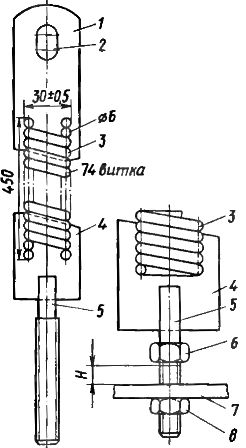 ચોખા. 2. સર્કિટ બ્રેકર VMG -10 ની શરૂઆતની સ્પ્રિંગ: 1 — ઉપલા સ્ટોપ, 2 — કનેક્ટિંગ અક્ષ માટે છિદ્ર, 3 — સ્પ્રિંગ, 4 — નીચલું લગ, 5 — થ્રેડેડ હેન્ડલ, 6 — લોક નટ, 7 — ખૂણો ફ્રેમ, 8 — ટેન્શન અખરોટ
ચોખા. 2. સર્કિટ બ્રેકર VMG -10 ની શરૂઆતની સ્પ્રિંગ: 1 — ઉપલા સ્ટોપ, 2 — કનેક્ટિંગ અક્ષ માટે છિદ્ર, 3 — સ્પ્રિંગ, 4 — નીચલું લગ, 5 — થ્રેડેડ હેન્ડલ, 6 — લોક નટ, 7 — ખૂણો ફ્રેમ, 8 — ટેન્શન અખરોટ
તેલ બફર રિપેર (અંજીર 3 જુઓ).
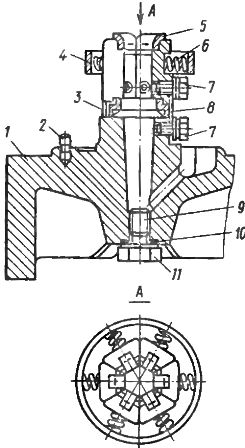
બફરના પિસ્ટન 5 ના સ્ટ્રોકને તપાસો, સળિયા 4 પર તમારા હાથથી અભિનય કરો, પિસ્ટનને હાઉસિંગ 7 ના તળિયે ન અટકે ત્યાં સુધી તેને સૌથી નીચી સ્થિતિમાં દબાવો.વસંત 6 ની ક્રિયા હેઠળ પિસ્ટન તેની પ્રારંભિક સ્થિતિ પર વધવું જોઈએ. બફરની કામગીરીમાં જામિંગ અથવા અન્ય વિસંગતતાઓના કિસ્સામાં, તેને ડિસએસેમ્બલ કરવામાં આવે છે. વિશિષ્ટ અખરોટ 3 ને સ્ક્રૂ કાઢો, સળિયા, પિસ્ટન અને સ્પ્રિંગને દૂર કરો, શરીરમાંથી તેલ રેડવું.
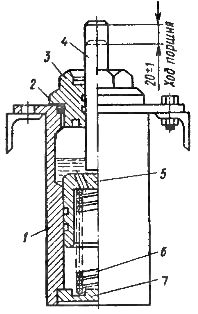
ચોખા. 3. બ્રેકર VMG-10નું ઓઇલ બફર: 1 — હાઉસિંગ, 2 — સીલિંગ ગાસ્કેટ, 3 — સ્પેશિયલ અખરોટ, 4 — સળિયા, 5 — પિસ્ટન, 6 — સ્પ્રિંગ, 7 — હાઉસિંગની નીચે
બધા ભાગો તપાસવામાં આવે છે અને સાફ કરવામાં આવે છે. રસ્ટ અને અસમાનતાને રેતી કરવામાં આવે છે.
તેલ સૂચક VMPP-10 (ફિગ. 4) નું સમારકામ.
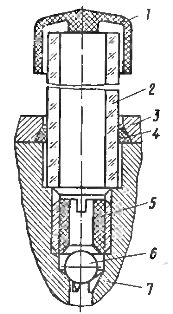
ચોખા. 4. પ્રેશર ગેજ VMPP -10: 1 — કેપ, 2 — કાચની નળી, 3 — ફ્લેંજ, 4 — ગાસ્કેટ, 5 — ફિટિંગ, b — બોલ, 7 — શરીર
જો તેલ કાઢી નાખતી વખતે કોઈ ખામી જોવા મળે છે, તો પ્રેશર ગેજને ડિસએસેમ્બલ કરવામાં આવે છે, જેના માટે કેપ 1, ગ્લાસ ટ્યુબ 2 અને ગાસ્કેટ 4 દૂર કરવામાં આવે છે, અને પછી (VMG-133 માટે) સળિયા દૂર કરવામાં આવે છે અને હાઉસિંગ 7 માં ચેનલ. ફૂંકાય છે. તેલ સૂચકને વિપરીત ક્રમમાં એસેમ્બલ કરો. VMG-10 સ્વીચમાં, તેલ સૂચકને બદલે વિન્ડો બનાવવામાં આવે છે.
બુશિંગ રિપેર (ફિગ. 5).
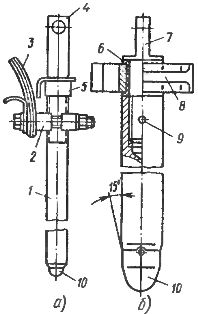
ઇન્સ્યુલેટરના ક્ષતિગ્રસ્ત ભાગોને તપાસવા અને બદલવા માટે, તેને ડિસએસેમ્બલ કરવામાં આવે છે. કૌંસને કેપ 4 સુધી સુરક્ષિત કરતા બોલ્ટને સ્ક્રૂ કાઢવામાં આવે છે અને કૌંસ દૂર કરવામાં આવે છે. વોશર 6 અને બુશિંગ 8 દૂર કરો. સેમી-મેનીફોલ્ડ્સ 9 ના બોલ્ટ્સ (VMG-133 માટે) ઢીલા કરો, સેમી-મેનીફોલ્ડ્સ દૂર કરો. ઉપરની તરફ દબાવીને, ટ્યુબ 3 દૂર કરો અને સ્લીવ 8 ને વોશર્સ 15 અને 19 સાથે અલગ કરો.
અર્ધ-રિંગ (અર્ધ-કોલર) 17 અને વસંત 16 દૂર કરો. ઇન્સ્યુલેટરને વિપરીત ક્રમમાં એસેમ્બલ કરવામાં આવે છે. ચામડાની કફ 8 અને 18 તપાસો, જે પૂરતા પ્રમાણમાં સ્થિતિસ્થાપક અને સ્થિતિસ્થાપક હોવા જોઈએ, અર્ધ-સ્પ્લિટર્સ 17 ની ફાસ્ટનિંગ તપાસો.જો પ્રેશર સ્પ્રિંગ 16 માં વિન્ડિંગ્સ એકબીજા સામે દબાવવામાં આવે છે, તો તેને નવી સાથે બદલવામાં આવે છે, કારણ કે ઉચ્ચ પ્રવાહ પર વસંત બંધ લૂપ બનાવે છે, વધુ ગરમ થાય છે, અને આ બેકલાઇટ ટ્યુબ 3 અને કફનું કાર્બનાઇઝેશન તરફ દોરી શકે છે. આ જ કારણોસર, અડધા-ડિસ્કનેક્ટર્સના ક્લેમ્પિંગ સ્ક્રૂ પિત્તળના બનેલા હોવા જોઈએ.
ચોખા. 5. સ્વીચો માટે બુશિંગ ઇન્સ્યુલેટર: a — VMG -10, b — VMG -133, 1 — ફ્લેંજ, 2 — પોર્સેલેઇન ઇન્સ્યુલેટર, 3 — બેકેલાઇટ ટ્યુબ, 4 — કૅપ, 5 — કરંટ સાથે ક્લેમ્પ, 6 — રિંગ (રિંગ વોશર) , 7, 15 અને 19 — વોશર્સ. 8 — ચામડાની કફ, 9 — સ્લીવ, 10 — હાફ રિંગ, 11 — સ્પ્રિંગ રિંગ, 12 — ગાસ્કેટ, 13 — રિઇન્ફોર્સિંગ પુટ્ટી, 14 — સીલિંગ ગાસ્કેટ સાથે ફ્લેંજમાં ગ્રુવ, 16 — સ્પ્રિંગ, 17 — હાફ-કોલર, 18 - નીચેની ચામડાની સીલ
VMG-10 સર્કિટ બ્રેકર માટે, ઇન્સ્યુલેટર ડિસએસેમ્બલી પ્રક્રિયા સમાન છે. બોલ્ટ કનેક્શનમાંથી ઇન્સ્યુલેટર છૂટું પડે છે, કૌંસ 5 દૂર કરવામાં આવે છે, મધ્યવર્તી ઇન્સ્યુલેટીંગ ભાગો બહાર કાઢવામાં આવે છે — રિંગ 6, વોશર 7, સ્લીવ 8, સ્લીવ 9. સ્પ્રિંગને દૂર કરો અને 10 હાફ રિંગ્સને સજ્જડ કરો, રબર વોશર 5 દૂર કરો. પહેરવામાં આવેલા ભાગોને બદલો. પછી ઇન્સ્યુલેટરને વિપરીત ક્રમમાં એસેમ્બલ કરવામાં આવે છે.
ઇન્સ્યુલેટીંગ બાર અને સળિયાનું સમારકામ.
નિરીક્ષણ દરમિયાન, હીટ ઇન્સ્યુલેટર વીએમજી -133 ની કેપ્સ પર લગની વેલ્ડીંગની સ્થિતિ પર ધ્યાન આપવામાં આવે છે. આ સ્થળોએ કોઈ તિરાડો ન હોવી જોઈએ. ભેજ-પ્રતિરોધક ફિલ્મ બનાવવા માટે બારના રિઇન્ફોર્સિંગ સાંધાને ઓઇલ પેઇન્ટથી સાફ કરવામાં આવે છે અને પેઇન્ટ કરવામાં આવે છે.
1.1 - 1.5 cm2 ના ક્ષેત્રફળવાળા પોર્સેલેઇન સળિયા, બુશિંગ્સ અથવા સહાયક ઇન્સ્યુલેટરને સાફ કરવામાં આવે છે અને ઇન્સ્યુલેટિંગ વાર્નિશ (બેકેલાઇટ) સાથે કોટેડ કરવામાં આવે છે. જો મોટો વિસ્તાર કાપવામાં આવે છે, તો ઇન્સ્યુલેટર બદલવામાં આવે છે. ઇન્સ્યુલેટીંગ હાથ અને સળિયાને પેઇન્ટની સપાટીથી નુકસાન ન થવું જોઈએ.
આર્ક ચુટનું સમારકામ (ફિગ. 6).
સૂટના દૂષણના કિસ્સામાં, કાર્યકારી સપાટીઓ પર ધાતુના નાના પ્રવાહની હાજરીમાં, પાર્ટીશનોની સપાટીનું કાર્બનાઇઝેશન, જે ફૂંકાતા ચેનલોના ક્રોસ-સેક્શનમાં વધારો કરતું નથી, આ સપાટીઓને દંડ સેન્ડપેપરથી સાફ કરવા માટે પૂરતું છે, ટ્રાન્સફોર્મર તેલથી કોગળા કરો અને ચીંથરાથી સાફ કરો. ડ્રોબાર ક્લેમ્પિંગ નટ્સને સજ્જડ કરો અને તપાસો કે વ્યક્તિગત પ્લેટો વચ્ચે કોઈ અંતર નથી. વિકૃત અને વિકૃત પ્લેટો બદલવામાં આવી છે.
નીચેની પ્લેટ 1 તપાસો જે ફાઇબર હોવી જોઈએ. ફાઇબર ઇન્સર્ટનો આંતરિક વ્યાસ 28 — 30 mm (VMG-10 માટે) ના મૂલ્ય સુધી વધારવો, પ્રથમ અને બીજા સ્લોટ વચ્ચેના પાર્ટિશનમાં એક્ઝોસ્ટ ચેનલો સુધી 3 mm સુધીના ઓપનિંગને વધારવું અસ્વીકાર્ય છે. ખામીયુક્ત ભાગોને નવા સાથે બદલવામાં આવે છે.
ચોખા. 6. સર્કિટ બ્રેકર VMG-10 ની આર્ક એક્સટિંગ્યુશિંગ ચેમ્બર: 1 — ફાઈબર રિંગ, 2 — ટ્રાંસવર્સ બ્લોઈંગ ચેનલ્સ, 3 — પોકેટ્સ, 4 — ફાઈબર રિંગ, 5 — નટ્સ સાથે ટેક્સ્ટોલાઇટ કનેક્શન
બોલ્ટને કડક કર્યા પછી, કેમ સ્લોટ્સની ઊંચાઈ તપાસો, જે ફેક્ટરીની સૂચનાઓ અનુસાર હોવી જોઈએ.
પ્લેટોની ફેરબદલી સાથે ચેમ્બરને પુનઃસ્થાપિત કરતી વખતે, તે જરૂરી છે: ક્લેમ્પિંગ નટ્સ 5 ને સ્ક્રૂ કાઢી નાખો, પુલર્સમાંથી પ્લેટોની જરૂરી સંખ્યા દૂર કરો, નવી પ્લેટ સ્થાપિત કરો અને દૂર કરેલી પ્લેટોને તે ક્રમમાં મૂકો જેમાં તે પહેલાં ઇન્સ્ટોલ કરવામાં આવી હતી. ડિસએસેમ્બલી કરો, અને પછી ક્લેમ્પિંગ નટ્સને સજ્જડ કરો. ચેમ્બર પાર્ટીશન પછી બહાર નીકળેલી કિનારીઓ અને જંગમ સંપર્કના પેસેજ માટે કેન્દ્રિય ઓપનિંગમાં અનિયમિતતા માટે તપાસવામાં આવે છે. બર અને ઉભા કિનારીઓને સુવ્યવસ્થિત અને દૂર કરવા જોઈએ.
નિશ્ચિત સ્ત્રી સંપર્કનું સમારકામ (ફિગ. 7).
જો સોકેટ સંપર્કના લેમેલામાં ગલન અથવા ધાતુના નાના મણકા હોય, તો તે તેમને સાફ કરવા માટે પૂરતું છે.લેમેલીના પરિમાણો ફેક્ટરી કરતા 0.5 મીમીથી વધુ અલગ ન હોવા જોઈએ. લેમેલીને દૂર કર્યા પછી, 0.5 મીમીથી વધુની ઊંડાઈ સાથે કોઈ ખાલી જગ્યા રહેવી જોઈએ નહીં. વધુ ક્ષતિગ્રસ્ત લેમેલાને ઓછા ક્ષતિગ્રસ્ત સાથે બદલવાની ભલામણ કરવામાં આવે છે. મજબૂત પોલાણની હાજરીમાં અને પ્રત્યાવર્તન અસ્તરના બળીને કારણે, લેમેલાસ બદલવામાં આવે છે.
બેકલાઇટ રિંગ 4 માં ડિલેમિનેશન અને ક્રેક્સ હોવી જોઈએ નહીં, અન્યથા તેને બદલવામાં આવશે. મેટલ રિંગ વડે બદલવાની મંજૂરી નથી, કારણ કે તે શોર્ટ સર્કિટ બનાવશે અને ઉચ્ચ પ્રવાહમાં ઓવરહિટીંગનું કારણ બનશે. સ્પ્રિંગ્સ 6 તિરાડો અને ખાલી જગ્યાઓથી મુક્ત હોવી જોઈએ.
સોકેટ સંપર્કને છૂટા પાડવા નીચેના ક્રમમાં હાથ ધરવામાં આવે છે:
-
રિંગ 4 માંથી સ્ક્રૂ દૂર કરો,
-
આઉટપુટને પકડી રાખીને, સ્પ્રિંગ્સ 6 બહાર ન આવે ત્યાં સુધી રિંગ 4 દૂર કરો,
-
બોલ્ટ્સ 7 ને સ્ક્રૂ કાઢી નાખો જે ફ્લેક્સિબલ લિંક્સ 8 અને ફ્લેક્સિબલ લિંક્સને સોકેટના પાયામાંથી ડિસ્કનેક્ટ કરે છે,
-
સપોર્ટ રિંગ 3 દૂર કરો.
સોકેટ સંપર્કને એસેમ્બલ કરતી વખતે, તમારે એ હકીકત પર ધ્યાન આપવું જોઈએ કે એસેમ્બલ સંપર્કમાં લેમેલા વિકૃતિ વિના સ્થાપિત થયેલ છે અને સોકેટની અક્ષની તુલનામાં વલણવાળી સ્થિતિમાં છે, ટોચ પર એકબીજાને સ્પર્શે છે.
આકૃતિ 7. VMG-10 અને VMPP-10 સ્વીચોના સોકેટ સાથે સ્થિર સંપર્ક: 1 — કવર, 2 — રીટેનર, 3 — સપોર્ટ રિંગ, 4 — રિંગ, 5 — લેમેલા, 6 — સ્પ્રિંગ, 7 — સ્ક્રૂ (બોલ્ટ), 8 — લવચીક જોડાણ, 9 — ઓઈલ ડ્રેઈન પ્લગ, 10 — ગાસ્કેટ, 11 — ઓઈલ ડ્રેઈન બોલ્ટ.
સ્લેટ્સ પર સ્પ્રિંગ પ્રેશર તપાસો અને સોકેટમાં દાખલ કરાયેલ 22mm કોપર સળિયામાંથી સોકેટ ખેંચવા માટે જરૂરી બળને માપો. સળિયા સાથે 0.5 કિગ્રાની ડિસ્ક જોડાયેલ છે, અને જ્યારે સોકેટ ઉપાડવામાં આવે છે, ત્યારે તે સ્લેટ્સ પરના ઝરણાને સંકુચિત કરીને આ વજનને પકડી રાખે છે.
જંગમ સંપર્કોનું સમારકામ (અંજીર 8 જુઓ).
ચોખા. 8. જંગમ સંપર્ક: a — સ્વિચ VMG-10, b — સમાન, VMPP -10, 1 — સળિયા, 2-પિન બ્લોક, 3 — લવચીક જોડાણ, 4 — કાન સાથેના કાન, 5 — લોક નટ, 6 — સ્લીવ, 7 — માથું, 8 — માર્ગદર્શક બ્લોક, 9 — પિન, 10 — ટીપ
જંગમ સંપર્કની ટીપ 10 ને બદલતી વખતે, નવી ટીપને બધી રીતે સ્ક્રૂ કરવી આવશ્યક છે જેથી ટીપ અને સળિયા વચ્ચે કોઈ અંતર ન રહે. ચાર સ્થળોએ સંયુક્ત ચુસ્તપણે સીલ થયેલ હોવું જ જોઈએ. સંયુક્તની સપાટીને સરળ રોલર સાથે રોલ કરો, ટીપને ગ્રાઇન્ડ કરો. સળિયાના તાંબાના ભાગને નોંધપાત્ર નુકસાનના કિસ્સામાં, બાદમાં એક નવા સાથે બદલવામાં આવે છે.
સંપર્ક ભાગનું સમારકામ.
ગલન, વોઇડ્સ, ગંદકી અને કાટની હાજરીમાં, સંપર્ક સપાટીને ગેસોલિનથી સાફ કરવામાં આવે છે અને સંપર્ક ભાગની પ્રોફાઇલને વિકૃત કર્યા વિના ફાઇલ સાથે લાગુ કરવામાં આવે છે.
ટિનવાળા ગેલ્વેનાઈઝ્ડ અથવા સિલ્વર સંપર્ક ભાગોને જ સાફ કરવામાં આવે છે.
ટાંકીના આંતરિક ઇન્સ્યુલેશનનું સમારકામ.
તિરાડ નીચલા અને ઉપલા ઇન્સ્યુલેટીંગ સિલિન્ડરો બદલવામાં આવે છે. બેકલાઇટ ટ્યુબમાં બર્ન, ડિલેમિનેશન અને તિરાડો ન હોવી જોઈએ. સૂટ દૂષણ ટ્રાન્સફોર્મર તેલ સાથે ધોવાઇ જાય છે. ખંજવાળ અથવા બળી જવાના કિસ્સામાં, ક્ષતિગ્રસ્ત વિસ્તારોને શુદ્ધ એવિએશન ગેસોલિનમાં ડૂબેલા સ્વેબથી સાફ કરવામાં આવે છે, રેતીથી ભરેલું હોય છે અને હવામાં સૂકવેલા વાર્નિશ (બેકેલાઇટ, ગ્લાયફટલ)થી આવરી લેવામાં આવે છે.
ઓઇલ સ્વિચ રિપેર કર્યા પછીની ક્રિયાઓ
ખામીયુક્ત ભાગોના સમારકામ અને રિપ્લેસમેન્ટ પછી, સ્વીચને વિપરીત ક્રમમાં એસેમ્બલ કરવામાં આવે છે. VMG-10 સ્વીચ, VMG-133 થી વિપરીત, એસેમ્બલ કરવું વધુ સરળ છે: કેટલાક તત્વો (સોકેટ સંપર્ક) નીચેથી ઇન્સ્ટોલ કરેલા છે, અને બાકીના - સિલિન્ડરની ટોચ પરથી. VMG-133 સોકેટ સંપર્કની ટોચ અને આર્ક ચુટના નીચેના ભાગ વચ્ચેનું અંતર 14-16mm છે.
જો ગેપ આવશ્યક મૂલ્યથી વિચલિત થાય છે, તો વધારાના સ્પેસર્સ ઇન્સ્ટોલ કરવા અથવા સ્ત્રી સંપર્કની સપોર્ટ રિંગની ઊંચાઈ ઘટાડવા માટે જરૂરી છે. VMG-10 માટે, આ ગેપ 2-5 mm છે અને સીધા માપન દ્વારા નક્કી કરવામાં આવે છે. ઉપલા ઇન્સ્યુલેટીંગ સિલિન્ડરને ઇન્સ્ટોલ કરતી વખતે, ઇન્સ્યુલેટીંગ અને મુખ્ય સિલિન્ડરમાં છિદ્રોની ગોઠવણી તપાસો. જંગમ સંપર્કની મુસાફરીને સમાયોજિત કરો, જે, જ્યારે "ચાલુ" સ્થિતિમાં હોય, ત્યારે VMG-10 સોકેટનો સંપર્ક 40 દ્વારા દાખલ કરવો જોઈએ. મીમી તેના પોતાના તમારા વજનની ક્રિયા હેઠળ જો જરૂરી હોય તો, સંપર્કના મૂવિંગ સ્ટ્રોકના ખેંચાણને દૂર કરો. જંગમ સંપર્કના સંપૂર્ણ સ્ટ્રોકને સમાયોજિત કરો, જે 210 5 મીમી જેટલું હોવું જોઈએ.
સંપર્ક સિસ્ટમને સમાયોજિત કર્યા પછી, સ્વીચ તેલથી ભરે છે (1.5 - 1.6 કિગ્રા પ્રતિ સિલિન્ડર સુધી).