સ્વીચગિયર અને ઓવરહેડ લાઇનોના સંપર્ક જોડાણોમાં ખામીઓની શોધ
જેમ તમે જાણો છો, ડિઝાઇન, હેતુ, સામગ્રીના જોડાણની પદ્ધતિ, એપ્લિકેશનનું ક્ષેત્ર અને અન્ય પરિબળો પર આધાર રાખીને, બોલ્ટ, વેલ્ડેડ, સોલ્ડર અને ક્રિમ્ડ (દબાવેલ અને ટ્વિસ્ટેડ) સાથે સંપર્ક સાંધા છે. રિમોટ સ્પેસર વાયર સંપર્ક કનેક્શનનો પણ સંદર્ભ લઈ શકે છે.
વેલ્ડેડ સંપર્ક સાંધાઓની ખામી
વેલ્ડીંગ દ્વારા બનાવેલા સંપર્ક સાંધામાં કામ દરમિયાન, ખામીના કારણો આ હોઈ શકે છે: ઉલ્લેખિત પરિમાણોમાંથી વિચલન, અન્ડરકટ, પરપોટા, ગુફાઓ, ઘૂંસપેંઠનો અભાવ, ઝોલ, તિરાડો, સ્લેગ અને ગેસના સમાવેશ (પોલાણ), અનસીલ કરેલ ક્રેટર, બર્નિંગ કોર વાયર, કનેક્ટેડ વાયરનું વિચલન, ટર્મિનલની ખોટી પસંદગી, જોડાણો પર રક્ષણાત્મક કોટિંગનો અભાવ વગેરે.
થર્મલ વેલ્ડીંગ ટેકનોલોજી મોટા ક્રોસ-સેક્શન (240 mm2 અને વધુ) સાથે વાયર માટે વેલ્ડેડ કનેક્ટર્સની વિશ્વસનીય કામગીરીને સુનિશ્ચિત કરતી નથી.આ એ હકીકતને કારણે છે કે વાયરને કનેક્ટ કરવા માટે વેલ્ડીંગ દરમિયાન અપૂરતી ગરમી અને તેમના છેડાના અસમાન કન્વર્જન્સને લીધે, બાહ્ય સ્તરો બળી જાય છે, વેલ્ડીંગ સાઇટ પર ઘૂંસપેંઠનો અભાવ, સંકોચાઈ રહેલા વોઇડ્સ અને સ્લેગ્સ દેખાય છે. પરિણામે, વેલ્ડેડ કનેક્શનની યાંત્રિક શક્તિ ઘટે છે, જે ગણતરી કરતા ઓછા યાંત્રિક લોડ પર, એન્કરના લૂપમાં વાયરના વિરામ (બર્નિંગ) તરફ દોરી જાય છે.


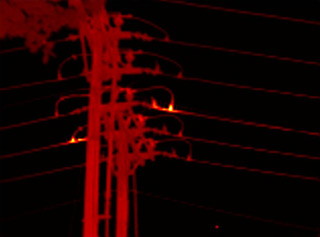
એન્કર સપોર્ટ લૂપ્સમાં વેલ્ડીંગની ખામીને કારણે ટૂંકા ગાળાની ઓવરહેડ લાઈનો ઈમરજન્સી બંધ થઈ ગઈ છે. જો વેલ્ડેડ સંયુક્તમાં વ્યક્તિગત વાયર તૂટી જાય છે, તો આ સંપર્ક પ્રતિકાર અને તેના તાપમાનમાં વધારો તરફ દોરી જાય છે. આ કિસ્સામાં ખામીના વિકાસનો દર ઘણા પરિબળો પર નોંધપાત્ર રીતે નિર્ભર રહેશે: લોડ વર્તમાનનું મૂલ્ય, વાયર વોલ્ટેજ, પવન અને કંપનની અસર વગેરે. હાથ ધરવામાં આવેલા પ્રયોગોના આધારે, તે જાણવા મળ્યું કે:
-
કંડક્ટરના સક્રિય ક્રોસ-સેક્શનમાં 20 - 25% જેટલો ઘટાડો હેલિકોપ્ટરમાંથી IR કંટ્રોલ દરમિયાન વ્યક્તિગત કંડક્ટરના ભંગાણને કારણે શોધી શકાતો નથી, જે કંડક્ટરની ઓછી ઉત્સર્જન સાથે સંકળાયેલ છે, જેમાંથી હીટ ઇન્સ્યુલેટરનું અંતર છે. 50 - 80 મીટરનો ટ્રેક, પવનનો પ્રભાવ, સૌર કિરણોત્સર્ગ અને અન્ય પરિબળો;
-
થર્મલ ઈમેજર અથવા પાયરોમીટરનો ઉપયોગ કરીને વેલ્ડીંગ દ્વારા બનાવેલા ખામીયુક્ત સંપર્ક સાંધાને નકારતી વખતે, તે ધ્યાનમાં રાખવું જોઈએ કે આ સાંધામાં ખામીના વિકાસનો દર દબાવવા સાથે બોલ્ટેડ સંપર્ક સાંધા કરતા ઘણો વધારે છે;
-
ઓવરહેડ લાઇન હેલિકોપ્ટર દ્વારા નિરીક્ષણ દરમિયાન થર્મલ ઇમેજિંગ કેમેરા દ્વારા શોધાયેલ આશરે 5 ° સેના વધારાના તાપમાને વેલ્ડીંગ દ્વારા કરવામાં આવેલ સંપર્ક સાંધાઓની ખામીઓને ખતરનાક તરીકે વર્ગીકૃત કરવી જોઈએ;
-
સ્ટીલની સ્લીવ્સ કે જે વાયરના વેલ્ડેડ ભાગમાંથી દૂર કરવામાં આવતી નથી તે ખોટી છાપ આપી શકે છે શક્ય ગરમી, ગરમ સપાટીના ઉચ્ચ ઉત્સર્જનને કારણે.

દબાયેલા સંપર્ક જોડાણોની ખામી
ક્રિમિંગ દ્વારા બનાવેલા સંપર્ક જોડાણોમાં, લુગ્સ અથવા સ્લીવ્ઝની અયોગ્ય પસંદગી, લુગમાં કોરનું અપૂર્ણ નિવેશ, અપૂરતું પ્રેસિંગ, વાયર કનેક્ટરમાં સ્ટીલ કોરનું વિસ્થાપન વગેરે છે. જેમ તમે જાણો છો, તેમાંથી એક રીત છે. crimped કનેક્ટર્સ મેનેજ તેમના ડીસી પ્રતિકાર માપવામાં આવી હતી.
 ન્યૂનતમ સંપર્ક જોડાણ માટેનો માપદંડ એ સમગ્ર કંડક્ટરના સમકક્ષ વિભાગનો પ્રતિકાર છે. મોલ્ડેડ કનેક્ટરને ફાયદાકારક માનવામાં આવે છે જો તેનો પ્રતિકાર સમગ્ર વાયરની સમકક્ષ લંબાઈના 1.2 ગણા કરતા વધુ ન હોય.
ન્યૂનતમ સંપર્ક જોડાણ માટેનો માપદંડ એ સમગ્ર કંડક્ટરના સમકક્ષ વિભાગનો પ્રતિકાર છે. મોલ્ડેડ કનેક્ટરને ફાયદાકારક માનવામાં આવે છે જો તેનો પ્રતિકાર સમગ્ર વાયરની સમકક્ષ લંબાઈના 1.2 ગણા કરતા વધુ ન હોય.
જ્યારે ક્લચ દબાવવામાં આવે છે, ત્યારે તેનો પ્રતિકાર તીવ્રપણે ઘટી જાય છે, પરંતુ વધતા દબાણ સાથે તે સ્થિર થાય છે અને નજીવી રીતે બદલાય છે. કનેક્ટરનો પ્રતિકાર ક્રિમ્ડ વાયરની સંપર્ક સપાટીની સ્થિતિ માટે ખૂબ જ સંવેદનશીલ છે. સંપર્ક સપાટીઓ પર એલ્યુમિનિયમ ઓક્સાઇડનો દેખાવ કનેક્ટરના સંપર્ક પ્રતિકારમાં તીવ્ર વધારો અને ગરમીના ઉત્પાદનમાં વધારો તરફ દોરી જાય છે.
પ્રેસિંગ પ્રક્રિયા દરમિયાન સંપર્ક સંયુક્તના સંપર્ક પ્રતિકારમાં નજીવા ફેરફારો, તેમજ તેમાં સંકળાયેલ ઓછી ગરમી, ઇન્ફ્રારેડ ઉપકરણોની મદદથી એસેમ્બલી પછી તરત જ તેમાં ખામીઓ શોધવામાં અપૂરતી કાર્યક્ષમતા દર્શાવે છે.
દબાયેલા સંપર્ક સાંધાઓના ઓપરેશન દરમિયાન, તેમાં ખામીઓની હાજરી ક્ષણિક પ્રતિકારમાં વધારો અને સ્થાનિક ઓવરહિટીંગની ઘટના સાથે ઓક્સાઇડ ફિલ્મોની વધુ સઘન રચનામાં ફાળો આપશે. તેથી, એવું માની શકાય છે કે નવા ક્રિમ્પ્ડ કોન્ટેક્ટ કનેક્શન્સનું ઇન્ફ્રારેડ કંટ્રોલ ક્રિમ્પ ખામીને શોધવાની મંજૂરી આપતું નથી અને તે કનેક્ટર્સ માટે થવું જોઈએ જે ચોક્કસ સમયગાળા (1 વર્ષ કે તેથી વધુ) માટે કાર્યરત છે.
મોલ્ડેડ કનેક્ટર્સની મુખ્ય લાક્ષણિકતાઓ ક્રિમ અને યાંત્રિક શક્તિની ડિગ્રી છે. જેમ જેમ કનેક્ટરની યાંત્રિક શક્તિ વધે છે તેમ તેમ તેનો સંપર્ક પ્રતિકાર ઘટે છે. કનેક્ટરની મહત્તમ યાંત્રિક શક્તિ સંપર્કના ન્યૂનતમ વિદ્યુત પ્રતિકારને અનુરૂપ છે.
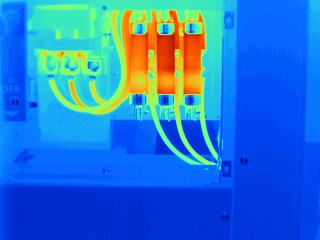
બોલ્ટેડ સંપર્ક જોડાણોની ખામી
કોપર અથવા એલ્યુમિનિયમ એલોયથી બનેલા ફ્લેટ ટર્મિનલ સાથે કોપર વાયરને કનેક્ટ કરતી વખતે બોલ્ટ્સ સાથે બનેલા કોન્ટેક્ટ કનેક્ટર્સમાં મોટાભાગે વોશરની અછતને કારણે ખામી હોય છે, બેલેવિલે સ્પ્રિંગ્સનો અભાવ, એલ્યુમિનિયમ ટિપના કોપર ટર્મિનલ્સ સાથે સીધા જોડાણને કારણે. આક્રમક અથવા ભીના વાતાવરણવાળા ઇન્ડોર સાધનો, અપૂરતા બોલ્ટ ટાઈટીંગ ટોર્ક વગેરેના પરિણામે.
ઉચ્ચ પ્રવાહો (3000 A અને વધુ) માટે એલ્યુમિનિયમ બસબાર્સના બોલ્ટેડ સંપર્ક સાંધાઓ કામગીરીમાં પૂરતી સ્થિરતા ધરાવતા નથી.જો 1500 A સુધીના પ્રવાહો માટેના સંપર્ક જોડાણોને દર 1-2 વર્ષે બોલ્ટને કડક કરવાની જરૂર હોય, તો 3000 A અને વધુના પ્રવાહો માટે સમાન જોડાણોને વાર્ષિક સમારકામની જરૂર હોય છે, જેમાં સંપર્ક સપાટીઓની જરૂરી સફાઈ થાય છે. આવા ઓપરેશનની જરૂરિયાત એ હકીકતને કારણે છે કે એલ્યુમિનિયમથી બનેલા મોટા પ્રવાહો (પાવર પ્લાન્ટ્સની બસો, વગેરે) માટેની પાઇપલાઇન્સમાં, સંપર્ક સાંધાઓની સપાટી પર ઓક્સાઇડ ફિલ્મોની રચનાની પ્રક્રિયા વધુ સઘન છે.
બોલ્ટેડ સંપર્ક સાંધાઓની સપાટી પર ઓક્સાઇડ ફિલ્મોની રચનાની પ્રક્રિયા સ્ટીલ બોલ્ટ અને એલ્યુમિનિયમ રેલના રેખીય વિસ્તરણના વિવિધ તાપમાન ગુણાંક દ્વારા સુવિધા આપવામાં આવે છે. જ્યારે શોર્ટ-સર્કિટ કરંટ અથવા વૈકલ્પિક પ્રવાહ બસબારમાંથી પસાર થાય છે, ત્યારે સ્પંદનો થાય છે, ખાસ કરીને જ્યારે બસબાર લાંબો હોય, અને એલ્યુમિનિયમ બસબારની સંપર્ક સપાટીનું વિરૂપતા (કોમ્પેક્શન) થાય છે. આ કિસ્સામાં, બસની બે સંપર્ક સપાટીને એકસાથે ખેંચતું બળ નબળું પડી જાય છે અને તેમની વચ્ચે લુબ્રિકન્ટનું સ્તર બાષ્પીભવન થાય છે. ઓક્સાઇડ ફિલ્મોની રચનાના પરિણામે, સંપર્કોનો સંપર્ક વિસ્તાર, એટલે કે. સંપર્ક વિસ્તારો (બિંદુઓ) ની સંખ્યા અને કદ જેના દ્વારા વર્તમાન પસાર થાય છે તે ઘટે છે, અને તે જ સમયે તેમાં વર્તમાન ઘનતા વધે છે. તે ચોરસ સેન્ટીમીટર દીઠ હજારો એમ્પીયર સુધી પહોંચી શકે છે, જેના પરિણામે આ બિંદુઓની ગરમી નોંધપાત્ર રીતે વધે છે.
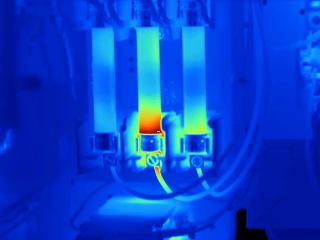
પછીના બિંદુનું તાપમાન સંપર્ક સામગ્રીના ગલનબિંદુ સુધી પહોંચે છે અને સંપર્ક સપાટીઓ વચ્ચે પ્રવાહી ધાતુના સ્વરૂપનું એક ટીપું બને છે. ટીપાંનું તાપમાન, વધતું જાય છે, ઉકળતા સુધી પહોંચે છે, સંપર્ક જંકશનની આસપાસની જગ્યા આયનોઈઝ્ડ થાય છે, અને રિએક્ટર પ્લાન્ટમાં મલ્ટિફેઝ શોર્ટ સર્કિટ રચાય છે.ચુંબકીય દળોના પ્રભાવ હેઠળ, આર્ક ખસેડી શકે છે ટાયર આરયુ બધા પરિણામી પરિણામો સાથે.
ઓપરેશનલ અનુભવ દર્શાવે છે કે, ઉચ્ચ-વર્તમાન બસબાર્સ સાથે, સિંગલ-બોલ્ટ સંપર્ક જોડાણો અપૂરતી વિશ્વસનીયતા ધરાવે છે. બાદમાં, GOST 21242-75 અનુસાર, 1000 A સુધીના રેટેડ કરંટ પર ઉપયોગ કરવાની મંજૂરી છે, પરંતુ તે 400-630 A ના કરંટ પર પહેલાથી જ ક્ષતિગ્રસ્ત છે. સિંગલ-બોલ્ટ સંપર્ક જોડાણોની વિશ્વસનીયતામાં સુધારો કરવા માટે સંખ્યાબંધ સંખ્યાની જરૂર છે. ઇલેક્ટ્રિકલ તેમના પ્રતિકારને સ્થિર કરવા માટે તકનીકી પગલાં.
બોલ્ટેડ કોન્ટેક્ટ કનેક્શનમાં ખામીના વિકાસની પ્રક્રિયા, એક નિયમ તરીકે, લાંબો સમય લે છે અને તે સંખ્યાબંધ પરિબળો પર આધાર રાખે છે: લોડ કરંટ, ઑપરેશનનો મોડ (સ્થિર લોડ અથવા ચલ), રસાયણોનો સંપર્ક, પવનનો ભાર, બોલ્ટ કડક દળો, સંપર્ક દબાણ સ્થિરીકરણની ઉપલબ્ધતા, વગેરે.
સંપર્ક કનેક્શનનો સંપર્ક પ્રતિકાર સમયના ચોક્કસ બિંદુ સુધી ધીમે ધીમે વધે છે, ત્યારબાદ તીવ્ર ગરમી પ્રકાશન સાથે સંપર્ક સપાટીનો તીવ્ર બગાડ થાય છે, જે સંપર્ક કનેક્શનની કટોકટીની સ્થિતિને દર્શાવે છે.
બોલ્ટેડ સંપર્ક સાંધાના થર્મલ પરીક્ષણો દરમિયાન ઇન્ફ્રામેટ્રિક્સ (યુએસએ) ના નિષ્ણાતો દ્વારા સમાન પરિણામો પ્રાપ્ત થયા હતા. પરીક્ષણો દરમિયાન ગરમીના તાપમાનમાં વધારો સમગ્ર વર્ષ દરમિયાન ધીમે ધીમે થાય છે, અને પછી ગરમીના પ્રકાશનમાં તીવ્ર વધારોનો સમયગાળો શરૂ થાય છે.
વળાંક દ્વારા બનાવેલ સંપર્ક સાંધાઓની ખામી
ટ્વિસ્ટિંગ દ્વારા બનાવેલ સંપર્ક જોડાણોને નુકસાન મુખ્યત્વે ઇન્સ્ટોલેશન ખામીને કારણે થાય છે.અંડાકાર કનેક્ટર્સમાં વાયરનું અપૂર્ણ ટ્વિસ્ટિંગ (4.5 કરતા ઓછા વળાંક) કનેક્ટરમાંથી વાયર ખેંચશે અને તેને તોડી નાખશે. સારવાર ન કરાયેલ વાયરો ઉચ્ચ સંપર્ક પ્રતિકાર બનાવે છે, પરિણામે કનેક્ટરમાં વાયર શક્ય બર્નઆઉટ સાથે ઓવરહિટીંગ થાય છે. SOAS-95-3 બ્રાન્ડના અંડાકાર કનેક્ટરમાંથી AJS-70/39 પ્રકારના લાઈટનિંગ પ્રોટેક્શન વાયરને 220 kV ઓવરહેડ લાઈનોથી ઓછી સંખ્યામાં વળાંક પર ટ્વિસ્ટ કરીને વારંવાર ખેંચવાના કિસ્સાઓ છે.

 અંતર કૌંસ
અંતર કૌંસ
સ્પેસરના કેટલાક વર્ઝનની અસંતોષકારક ડિઝાઇન, કંપન દળોના સંપર્કમાં આવવા અને અન્ય પરિબળો વાયરના તૂટવા અથવા તૂટવા તરફ દોરી શકે છે. આ કિસ્સામાં, સ્પેસરમાંથી પ્રવાહ વહેશે, જેનું મૂલ્ય ખામીના વિકાસની પ્રકૃતિ અને ડિગ્રી દ્વારા નક્કી કરવામાં આવશે.
"વિતરણ ઉપકરણોના ઇલેક્ટ્રિકલ સાધનોના ઇન્ફ્રારેડ ડાયગ્નોસ્ટિક્સ" સામગ્રીના આધારે લેખક બઝાનોવ એસ. એ.