સતત કામગીરીમાં એન્જિન પાવરનું નિર્ધારણ
 આવા સમયગાળા સાથે ઇલેક્ટ્રિક ડ્રાઇવના સંચાલનના મોડ, જેમાં ઇલેક્ટ્રિક મોટરનું તાપમાન સ્થિર મૂલ્ય સુધી પહોંચે છે, તેને લાંબા ગાળાના કહેવામાં આવે છે. આ કિસ્સામાં, ઇલેક્ટ્રિક મોટરની નજીવી શક્તિ મશીનને ચલાવવા માટે જરૂરી શક્તિ જેટલી હોવી આવશ્યક છે. જો સૂચિમાં આ નજીવી શક્તિ સાથે કોઈ ઇલેક્ટ્રિક મોટર નથી, તો સૌથી નજીકની ઉચ્ચ શક્તિવાળી મોટર પસંદ કરવામાં આવે છે.
આવા સમયગાળા સાથે ઇલેક્ટ્રિક ડ્રાઇવના સંચાલનના મોડ, જેમાં ઇલેક્ટ્રિક મોટરનું તાપમાન સ્થિર મૂલ્ય સુધી પહોંચે છે, તેને લાંબા ગાળાના કહેવામાં આવે છે. આ કિસ્સામાં, ઇલેક્ટ્રિક મોટરની નજીવી શક્તિ મશીનને ચલાવવા માટે જરૂરી શક્તિ જેટલી હોવી આવશ્યક છે. જો સૂચિમાં આ નજીવી શક્તિ સાથે કોઈ ઇલેક્ટ્રિક મોટર નથી, તો સૌથી નજીકની ઉચ્ચ શક્તિવાળી મોટર પસંદ કરવામાં આવે છે.
જો આપેલ તકનીકી પ્રક્રિયા માટે N માં કટીંગ ફોર્સ F અને m/min માં કટીંગ સ્પીડ v જાણીતી હોય, તો kW માં કટીંગ પાવર સૂત્ર દ્વારા નક્કી કરી શકાય છે:

ડ્રાઇવિંગ ઇલેક્ટ્રિક મોટરની અનુરૂપ શાફ્ટ પાવર નક્કી કરવા માટે, મશીનના યાંત્રિક ટ્રાન્સમિશનમાં થતા નુકસાનને ધ્યાનમાં લેવું જરૂરી છે અને આ માટે મશીન ηc ની કાર્યક્ષમતા જાણવી જરૂરી છે; પછી:

એન્જિન સ્ટાર્ટ-અપ દરમિયાન પાવર લોસ (સરેરાશ) નજીવા લોડ પરના નુકસાન કરતાં વધી જાય છે, પરંતુ માનવામાં આવતા શાસનમાં, પ્રારંભિક પ્રક્રિયાઓ એટલી ભાગ્યે જ પુનરાવર્તિત થાય છે કે આ નુકસાનની અવગણના કરી શકાય છે.
સાર્વત્રિક (સાર્વત્રિક) મશીનોની ડ્રાઇવિંગ શક્તિ નક્કી કરતી વખતે, તેઓને ઓપરેશનના સતત મોડ સાથે મશીન ગણવામાં આવે છે, ત્યારથી. આવા મોડમાં આ મશીનોનું સંચાલન પણ શક્ય છે. આ કિસ્સામાં, ઇલેક્ટ્રિક મોટર શાફ્ટની શક્તિ

જ્યાં Prn — સૌથી વધુ શક્ય (નજીવી) કટીંગ પાવર;
ηcn — રેટેડ લોડ પર મશીનના મુખ્ય ગતિ સર્કિટની કાર્યક્ષમતા (મૂલ્ય સામાન્ય રીતે 0.8 ની નજીક હોય છે).
મશીન ηsn ની કાર્યક્ષમતાને તેના સંપૂર્ણ લોડ પર વ્યક્તિગત ગિયર્સની કાર્યક્ષમતાના ઉત્પાદન તરીકે વ્યાખ્યાયિત કરી શકાય છે જે આપેલ ઝડપે કાર્ય કરતી વખતે ગતિશીલ સાંકળ બનાવે છે:

ગિયર્સની સંખ્યા અને તેમના પ્રકાર પર આધાર રાખીને, દરેક ઝડપ મશીનની કાર્યક્ષમતાના ચોક્કસ મૂલ્યને અનુરૂપ છે.
પરિભ્રમણ ગતિમાં નોંધપાત્ર વધારો સાથે, મશીનમાં પાવર લોસ નોંધપાત્ર રીતે વધે છે. આ એ હકીકતને કારણે છે કે કેટલાક નુકસાન પરિભ્રમણની ગતિ કરતાં વધુ ઝડપથી વધે છે (ઉદાહરણ તરીકે, ગિયરબોક્સમાં તેલ મિશ્રણ નુકસાન).
 પાવર સર્કિટ ચલાવવા માટે જરૂરી શક્તિ સામાન્ય રીતે ઓછી હોય છે. મુખ્ય ડ્રાઇવ અને પાવર સર્કિટને એકસાથે ચલાવતી વખતે, મોટરની શક્તિ મુખ્ય ડ્રાઇવ સર્કિટ માટે જરૂરી શક્તિ કરતાં લગભગ 5% વધારે હોવી જોઈએ. અલગ પાવર સપ્લાય સાથે, તેની શક્તિ તે જ રીતે નક્કી કરવી આવશ્યક છે જે રીતે તે મુખ્ય ડ્રાઇવ સર્કિટ માટે કરવામાં આવી હતી. આ કિસ્સામાં, એન્જિનની શક્તિ માર્ગદર્શિકાઓ અને અન્ય ટ્રાન્સમિશન લિંક્સમાં ઘર્ષણને ખવડાવવા અને દૂર કરવા માટે ખર્ચવામાં આવે છે.
પાવર સર્કિટ ચલાવવા માટે જરૂરી શક્તિ સામાન્ય રીતે ઓછી હોય છે. મુખ્ય ડ્રાઇવ અને પાવર સર્કિટને એકસાથે ચલાવતી વખતે, મોટરની શક્તિ મુખ્ય ડ્રાઇવ સર્કિટ માટે જરૂરી શક્તિ કરતાં લગભગ 5% વધારે હોવી જોઈએ. અલગ પાવર સપ્લાય સાથે, તેની શક્તિ તે જ રીતે નક્કી કરવી આવશ્યક છે જે રીતે તે મુખ્ય ડ્રાઇવ સર્કિટ માટે કરવામાં આવી હતી. આ કિસ્સામાં, એન્જિનની શક્તિ માર્ગદર્શિકાઓ અને અન્ય ટ્રાન્સમિશન લિંક્સમાં ઘર્ષણને ખવડાવવા અને દૂર કરવા માટે ખર્ચવામાં આવે છે.
સપ્લાય ચેઇનની અસરકારકતા તે સાંકળ બનાવે છે તે તત્વોને જાણીને નક્કી કરી શકાય છે.સામાન્ય રીતે, આ કાર્યક્ષમતાનું મૂલ્ય 0.1-0.2 ની રેન્જમાં હોય છે.
સૌથી વધુ લોડની સ્થિતિના આધારે પસંદ કરેલ મોટર્સ સાથેની યુનિવર્સલ મશીનો સામાન્ય રીતે લોડ હેઠળ હોય છે. આવા કામ સાથે, તે નોંધપાત્ર રીતે બગડે છે ડ્રાઇવ ઊર્જા પ્રદર્શન... સૌથી વધુ સંભવિત લોડની તુલનામાં ઇલેક્ટ્રિક મોટરની નજીવી શક્તિમાં ઘટાડો મશીનનો ઉપયોગ કરવાની શક્યતાઓની મર્યાદા તરફ દોરી જાય છે. આ અસ્વીકાર્યને ધ્યાનમાં રાખીને, મશીન ટૂલ પ્લાન્ટ્સ સાર્વત્રિક મશીનો ઉત્પન્ન કરે છે જેમાં પ્રાઇમ મૂવર ઇલેક્ટ્રિક મોટર્સ સ્થાપિત થાય છે, આ મશીનો ઓપરેટ કરી શકે તેવી ઉચ્ચતમ શક્તિ માટે પસંદ કરવામાં આવે છે.
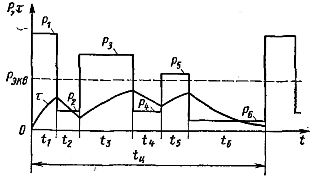
ચોખા. 1. વેરિયેબલ લોડ સાથે સતત કામગીરીનું શેડ્યૂલ
લાંબા ગાળાના વેરિયેબલ લોડ હેઠળ, ઇલેક્ટ્રિક ડ્રાઇવનું સંચાલન ફિગમાં બતાવેલ સમાન લોડ શેડ્યૂલ દ્વારા વર્ગીકૃત થયેલ છે. 1. મેટલ કટીંગ મશીન ભાગનું દરેક મશીનિંગ સંક્રમણ ચોક્કસ મોટર શાફ્ટ પાવરને અનુરૂપ છે. કટીંગ પીરિયડ્સને મશીન નિષ્ક્રિય અંતરાલો દ્વારા અલગ કરવામાં આવે છે જે દરમિયાન ટૂલને ખવડાવવામાં આવે છે અને પાછી ખેંચવામાં આવે છે અને વર્કપીસ બદલવામાં આવે છે.
તમામ સહાયક કામગીરી સહિત એક ભાગ પર પ્રક્રિયા કરવા માટેના કુલ સમયને ચક્ર સમય ટીટીએસ કહેવામાં આવે છે. તેથી મશીનો જે સમાન પ્રકારના ભાગો પર પ્રક્રિયા કરે છે અને મુખ્ય ડ્રાઇવ ચેઇનમાં ઘર્ષણ ક્લચ ધરાવે છે, જેમ કે ઓટોમેટિક લાઇન મશીનો જ્યાં ઘણી ઇલેક્ટ્રિક મોટર્સ સતત ફરતી હોય છે.
વેરિયેબલ લોડ સાથે ઓપરેટ કરતી વખતે, મોટર પસંદ કરવી આવશ્યક છે જેથી કરીને તે શેડ્યૂલ (ઓવરલોડ સિલેક્શન) અનુસાર તેની સૌથી વધુ પાવર પર કામ કરી શકે, જેથી આપેલ લોડ શેડ્યૂલ પર કામ કરતી વખતે, મોટર સામાન્ય કરતાં વધુ ગરમ ન થાય ( દ્વારા પસંદગી હીટિંગ). આ શરતો દ્વારા નિર્ધારિત બે નજીવી ક્ષમતાઓમાંથી, મોટી ક્ષમતા પસંદ કરવામાં આવે છે.
ઓવરલોડ ક્ષમતા

જ્યાં Pn1 એ ઓવરલોડ શરતો હેઠળ જરૂરી રેટ કરેલ એન્જિન પાવર છે; Pmax - સંતુલન સ્થિતિમાં એન્જિનના સંચાલનને અનુરૂપ લોડ શેડ્યૂલની મહત્તમ શક્તિ; λ1 — અનુમતિપાત્ર ઓવરલોડનો ગુણાંક.