સીધા વર્તમાન ઇલેક્ટ્રિક મશીનોના બ્રશ અને બ્રશ ધારકો: હેતુ, સામગ્રી, પ્રકારો અને ઉપકરણ
ઇલેક્ટ્રિક મોટર્સ અને જનરેટરમાં, ઉપકરણના સ્થિર અને ફરતા ભાગો વચ્ચે વિદ્યુત જોડાણ સ્થાપિત કરવું ઘણીવાર જરૂરી છે.
ઇલેક્ટ્રિકલ મશીનના સ્ટેટર (એટલે કે સ્થિર) મુખ્ય વિન્ડિંગના કિસ્સામાં, બાહ્ય સ્થિર ઇલેક્ટ્રિકલ સિસ્ટમને જોડવા માટે તેમાંથી શાખાઓ ગોઠવવી સરળ છે, પરંતુ રોટર (એટલે કે ફરતી) મુખ્ય વિન્ડિંગના કિસ્સામાં, તે બની જાય છે. સ્લાઇડિંગ ઇલેક્ટ્રિકલ સંપર્ક ગોઠવવા માટે જરૂરી છે, કારણ કે અન્યથા રોટર વિન્ડિંગ ઉપલબ્ધ નથી.
ઇલેક્ટ્રિકલ સ્લાઇડિંગ સંપર્ક બે રીતે લાગુ કરી શકાય છે: કાં તો રિંગ સ્લાઇડિંગ સંપર્ક તરીકે અથવા કલેક્ટર સ્લાઇડિંગ સંપર્ક તરીકે. બંને કિસ્સાઓમાં, ઇલેક્ટ્રિક મશીનના સંચાલન માટે ખાસ ઉપકરણોની જરૂર છે - પીંછીઓ.
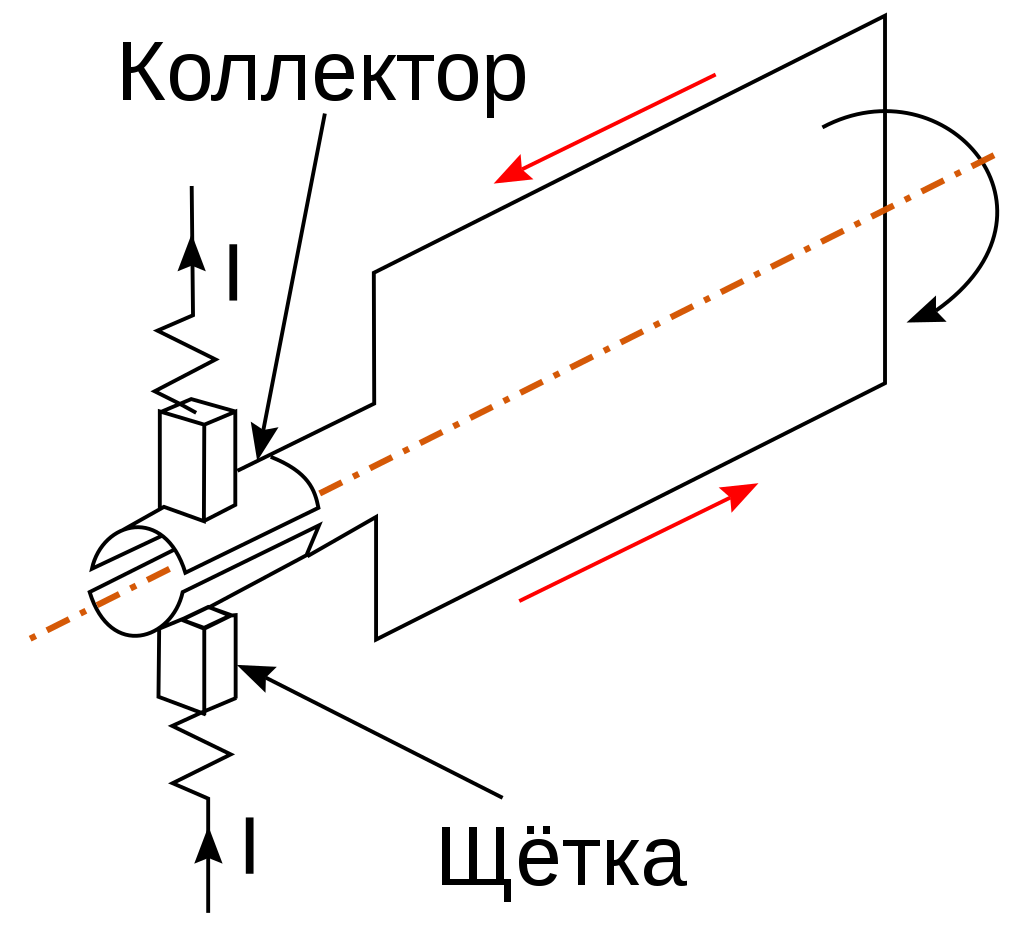
પ્રથમ ઇલેક્ટ્રિક મશીનોમાં, પીંછીઓ તાંબાની પ્લેટ અથવા પાતળા વાયરમાંથી એસેમ્બલ કરાયેલ એક પેકેજ હતા, જેમાંથી તેમને તેમનું નામ મળ્યું.
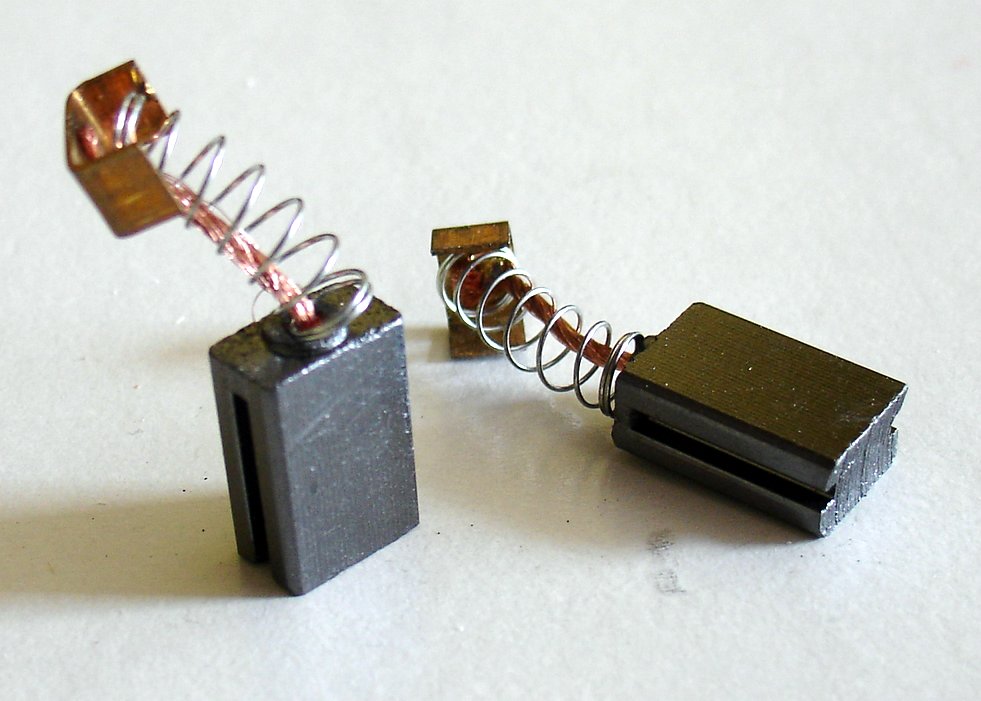
આધુનિક મશીનોના પીંછીઓ કોલસા, ગ્રેફાઇટ અથવા તાંબાના પાવડરમાંથી દબાવવામાં આવેલા ક્યુબ્સ છે અને તેથી તેમના નામ પ્રમાણે જીવતા નથી, જે, તેમ છતાં, તેમની પાછળ રહે છે.
કોપર, આયર્ન અને બ્રોન્ઝ બ્રશ, જેણે 19મી સદીના અંતમાં પ્રથમ ડીસી મશીનોમાં ખૂબ જ સારી રીતે કામ કર્યું હતું, તે ઘર્ષણની દ્રષ્ટિએ ખૂબ સારી સામગ્રી ન હોવાનું બહાર આવ્યું. તેઓ ઝડપથી ખસી જાય છે અને નવી મશીન ડિઝાઇનમાં તેઓને કોલસો અને ગ્રેફાઇટ દ્વારા બદલવામાં આવે છે.
હાલમાં ડીસી મશીનો માટે લગભગ વિશિષ્ટ રીતે વપરાય છે ગ્રેફાઇટના મિશ્રણ સાથે કાર્બન બ્રશ, બેરિંગ, ગ્રેફાઇટની ટકાવારી અને બ્રશ જે રીતે બનાવવામાં આવે છે તેના આધારે, કાર્બન-ગ્રેફાઇટ, ગ્રેફાઇટ અથવા ઇલેક્ટ્રોગ્રાફના નામ. માત્ર લો-વોલ્ટેજ મશીનો માટે, 30 વી સુધી, મેટલ-કાર્બન બ્રશનો ઉપયોગ કરવામાં આવે છે, જે સંપર્ક (સંક્રમણ) સ્તરમાં નીચા વોલ્ટેજ ડ્રોપ આપે છે. કલેક્ટર પર.
કાર્બન પીંછીઓ શુદ્ધ ગ્રેફાઇટ, રીટોર્ટ કાર્બન અને કાર્બન બ્લેક વિવિધ પ્રમાણમાં બને છે. કોલસો એ સ્વ-લુબ્રિકેટિંગ સામગ્રી છે જે તેને ઘસવાથી સપાટીને નુકસાન પહોંચાડતી નથી અને ઝડપથી ખરતી નથી.
ગ્રેફાઇટ પીંછીઓ શુદ્ધ કુદરતી ગ્રેફાઇટના બનેલા છે. ગ્રેફાઇટને બારીક પાવડરમાં કચડી નાખવામાં આવે છે, જે પછી ખૂબ જ ઊંચા દબાણ હેઠળ ઇચ્છિત કદના સળિયામાં દબાવવામાં આવે છે. કોલસો અને ગ્રેફાઇટ વીજળીના ઉત્તમ વાહક છે.
ઇલેક્ટ્રોગ્રાફાઇટ પીંછીઓ તે અનિવાર્યપણે કાર્બન બ્રશ છે પરંતુ ઇલેક્ટ્રિક ભઠ્ઠીમાં ઊંચા તાપમાનના સંપર્કમાં આવે છે અને તેથી ગ્રેફાઇટમાં રૂપાંતરિત થાય છે. આ પીંછીઓ ખૂબ સારી ગ્રાઇન્ડીંગ ગુણધર્મો ધરાવે છે.
કાર્બન પીંછીઓ કોલસા અને તાંબાના બનેલા બારીક પાવડરમાં કચડી નાખવામાં આવે છે, કેટલીકવાર અન્ય કચડી ધાતુના ઉમેરા સાથે (મોટા ભાગે ટીન).
આ પીંછીઓનું ઉત્પાદન એવી રીતે હાથ ધરવામાં આવે છે કે બ્રશ અક્ષીય દિશામાં શ્રેષ્ઠ સંભવિત વાહકતા ધરાવે છે, જેમાં મશીનનો કાર્યકારી પ્રવાહ પસાર થાય છે, અને ટ્રાંસવર્સ દિશામાં નબળી વાહકતા (ઉચ્ચ વિદ્યુત પ્રતિકાર), જેમાં સમાવિષ્ટ વિભાગોના વધારાના પ્રવાહો કમ્યુટેશન દરમિયાન બંધ થાય છે.
ઇલેક્ટ્રિક મશીન પીંછીઓ પ્રમાણિત છે. તેઓ કઠિનતા, સંપર્કમાં ક્ષણિક વોલ્ટેજ ડ્રોપ અને અનુમતિપાત્ર વર્તમાન ઘનતા દ્વારા વર્ગીકૃત થયેલ છે.
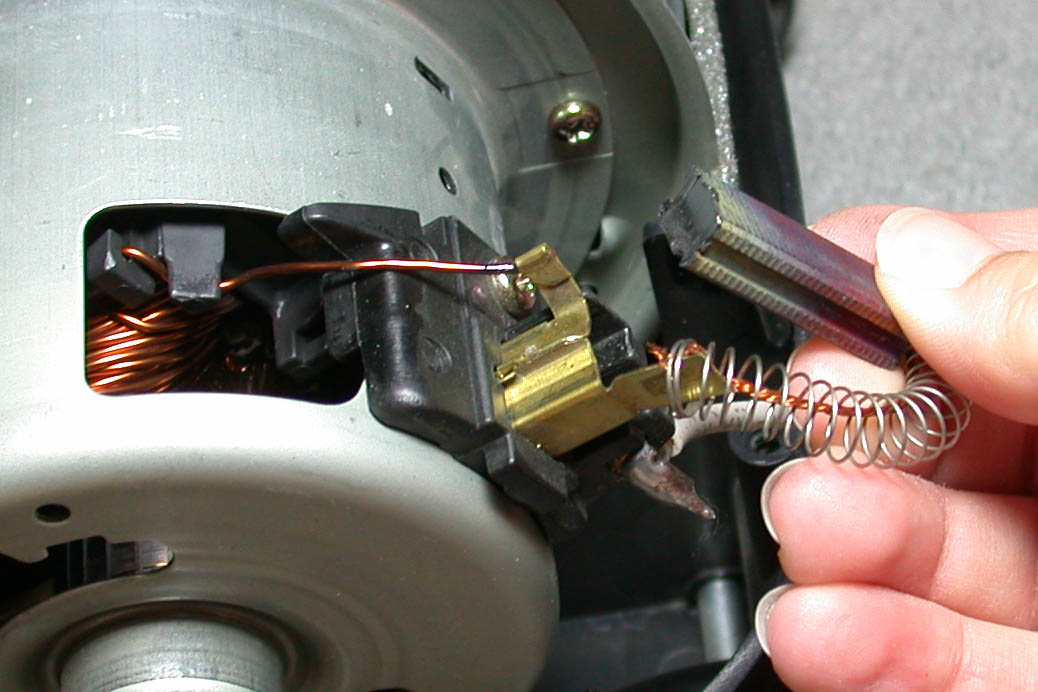
આ એનર્જી ટ્રાન્સમિશન ટેક્નોલોજી, જે સો વર્ષ કરતાં પણ વધુ જૂની છે, આજે પણ વ્યાપકપણે ઉપયોગમાં લેવાય છે. કાર્બન બ્રશ હજુ પણ ઘણી ઇલેક્ટ્રિક મોટર્સમાં મળી શકે છે. રમકડાં, ઇલેક્ટ્રિક કિચન એપ્લાયન્સ, ઇલેક્ટ્રિક વિન્ડો, શેવર્સ, વૉશિંગ મશીન, હેર ડ્રાયર્સ, વેક્યુમ ક્લીનર્સ અથવા પાવર ટૂલ્સ (ઇલેક્ટ્રિક ડ્રીલ, એંગલ ગ્રાઇન્ડર, રાઉટર, ગોળ આરી વગેરે) માં નાની મોટરોથી શરૂ કરીને.
બ્રશનો ઉપયોગ ઇલેક્ટ્રિક એન્જિન, સબમરીન અને પાવર સ્ટેશન જનરેટરમાં તેમજ વિન્ડ ટર્બાઇનમાં મોટા ડાયરેક્ટ કરંટ મશીનોમાં પણ થાય છે. તદનુસાર, કાર્બન બ્રશની ભૌમિતિક અને વિદ્યુત લાક્ષણિકતાઓ અલગ છે.
કલેક્ટર પર બ્રશની એસેમ્બલીના ઝોનની સંખ્યા (કલેક્ટરની નળાકાર સપાટી બનાવે છે) સામાન્ય રીતે મશીનના ધ્રુવોની સંખ્યા જેટલી હોય છે. દરેક ઝોનમાં બ્રશની સંખ્યા વર્તમાનના મૂલ્ય અને આપેલ પ્રકારના બ્રશ માટે માન્ય બ્રશ હેઠળ વર્તમાન ઘનતા પર આધાર રાખે છે, પરંતુ ઝોન દીઠ બે કરતા ઓછા બ્રશ ફક્ત ખૂબ જ નાના મશીનોમાં મળી શકે છે, કારણ કે એક બ્રશ સાથે ઝોનમાં બ્રશના સંપર્કની વિશ્વસનીયતાની ખાતરી કરવી મુશ્કેલ છે.
બ્રશ જે સમાન ઝોનમાં રહે છે તેને ઝોન બ્રશ સેટ કહેવામાં આવે છે, અને આપેલ મશીનના તમામ ઝોન સેટના સેટને સંપૂર્ણ બ્રશ સેટ કહેવામાં આવે છે.
કલેક્ટરના સંપર્કની સામેની બાજુએ પીંછીઓની છેલ્લી સપાટી સામાન્ય રીતે કોપર પ્લેટેડ હોય છે, ક્યારેક ટીન કરેલી હોય છે. બ્રશ દ્વારા દોરવામાં આવેલા નાના પ્રવાહ પર, બ્રશ ધારક સાથે બ્રશની સંપર્ક સપાટી અને કમ્પ્રેશન સ્પ્રિંગ દ્વારા વર્તમાન ડ્રેઇન માટે પૂરતી સંતોષકારક પરિસ્થિતિઓ પ્રદાન કરવામાં આવે છે.
મોટા પીંછીઓ શીટ કોપરની બનેલી કેપ્સ સાથે ફીટ કરવામાં આવે છે, તેના પર ચુસ્તપણે ફીટ કરવામાં આવે છે, અને તેની સાથે જોડાયેલા વાયર સાથે, યોગ્ય વિભાગોના નરમ લવચીક કેબલથી બનેલા હોય છે, જેમાં બ્રશ ધારકને સ્ક્રૂની નીચે બાંધવા માટેની ટીપ્સ હોય છે અથવા ડ્રેનિંગના હેતુવાળા ભાગ સાથે. બ્રશ કરંટ. દોરડાની બ્રશ કેપને બ્રશ આર્મ કહેવામાં આવે છે.
બ્રશ કલેક્ટર સાથે સંબંધિત નિશ્ચિત સ્થિતિમાં રાખવામાં આવે છે બ્રશ ધારકો, જેની ડિઝાઇન ખૂબ જ વૈવિધ્યસભર છે.
જો ઇલેક્ટ્રિક મશીન પરિભ્રમણની બંને દિશાઓ માટે રચાયેલ છે, તો રેડિયલ બ્રશ ધારકોનો ઉપયોગ કરવામાં આવે છે, જે કલેક્ટરની ત્રિજ્યા સાથે બ્રશનું સ્થાન સુનિશ્ચિત કરે છે. પરિભ્રમણની એક ચોક્કસ દિશા ધરાવતી મશીનો પર, બ્રશ ધારકોનો ઉપયોગ ઘણીવાર ત્રિજ્યા તરફ બ્રશના કેટલાક ઝોક સાથે થાય છે.
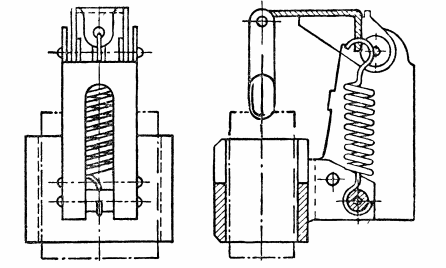
ઓછી અને મધ્યમ શક્તિ ધરાવતા ડીસી મશીનો માટે બ્રશ ધારક
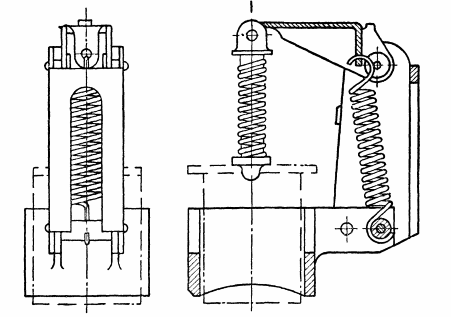
ડીસી મશીન માટે મોટા બ્રશ ધારક
સિંગલ ઝોન બ્રશ ધારકો રાઉન્ડ અથવા ચોરસ બ્રશ આંગળીઓ સાથે અથવા તેની સાથે જોડાયેલા હોય છે બ્રશ ક્લેમ્પ્સ… વિવિધ બ્રશ વિસ્તારોમાંથી બ્રશની આંગળીઓ અથવા ક્લેમ્પ્સને મજબૂત બનાવવામાં આવે છે બ્રશ સપોર્ટ અથવા બ્રશ સ્લીપર્સજેમાંથી તેઓ વિશ્વસનીય રીતે અલગ હોવા જોઈએ.
બદલામાં, ઇવન સ્લીપર્સ કાં તો બેરિંગ્સ સાથે, અથવા અંતિમ ઢાલ સાથે, અથવા યોક સાથે અથવા છેવટે, મશીનની બેઝ પ્લેટ (લાંબા કલેક્ટર્સ માટે) સાથે સ્વતંત્ર રીતે જોડાયેલા હોય છે.
બ્રશ સપોર્ટ અથવા બ્રશ ક્રોસહેડને મળવું આવશ્યક છે તે મહત્વપૂર્ણ શરતો છે વાઇબ્રેશનની સંપૂર્ણ ગેરહાજરી, બ્રશને તપાસવા અને ગોઠવવા માટેની સુલભતા, સમારકામ માટે વ્યક્તિગત બ્રશ ધારકોને સરળ રીતે દૂર કરવા અને ચોક્કસ માઉન્ટિંગ માટે સમગ્ર બ્રશ સિસ્ટમને એકસાથે ફેરવવાની ક્ષમતા. બ્રશ ધારકો અને કલેક્ટરની સંપૂર્ણ એકાગ્રતા જાળવી રાખતી વખતે યોગ્ય પરિવર્તન સ્થિતિ.
પીંછીઓ, બ્રશ ધારકો, આંગળીઓ (અથવા ક્લેમ્પ્સ) અને ટ્રાવર્સ (અથવા સપોર્ટ) ડીસી મશીનના કહેવાતા વર્તમાન કલેક્ટર બનાવે છે. તેમાં સમાન ધ્રુવીયતાના ઝોન બ્રશ સેટ વચ્ચેના જોડાણો પણ શામેલ છે.
વર્તમાનને ડ્રેઇન કરવા માટે, સમાન નામના ઝોનની બ્રશની આંગળીઓ અને ક્લેમ્પ્સ (એટલે કે સમાન ધ્રુવીયતા, હકારાત્મક અથવા નકારાત્મક) સંબંધિત વિભાગના ઇન્સ્યુલેટેડ વાયર સાથે ઇલેક્ટ્રિકલી એકબીજા સાથે જોડાયેલા છે.
આ રીતે, બે સંપૂર્ણ અથવા આંશિક એકત્રીકરણ રિંગ્સ મેળવવામાં આવે છે, જે પછી યોગ્ય ક્રોસ-સેક્શનના લવચીક કેબલ દ્વારા મશીનના બાહ્ય ટર્મિનલ્સ સાથે જોડાયેલા હોય છે. બાદમાં યોક અથવા મશીનની મુખ્ય પ્લેટ પર વિશિષ્ટ ક્લેમ્પિંગ બોર્ડ પર નિશ્ચિત કરવામાં આવે છે. ટર્મિનલ બોર્ડ, રક્ષણાત્મક કવરથી ઢંકાયેલું, ટર્મિનલ બોક્સ બનાવે છે.
યોગ્ય બ્રશનો ઉપયોગ અને પસંદગી, યોગ્ય જાળવણી સાથે મળીને, મશીનની કામગીરીમાં વધારો કરે છે અને ડાઉનટાઇમ ખર્ચમાં ઘટાડો કરે છે.
ઉપકરણને ફેરવવાથી થતા ઘર્ષણને કારણે ઘર્ષક વસ્ત્રો આવે છે, તેથી પીંછીઓ સમયાંતરે બદલવી આવશ્યક છે.તે કારણ ને લીધે, બ્રશ વગરની મોટરો.