લાકડાંઈ નો વહેર માટે ઇલેક્ટ્રિકલ સાધનો
 લાકડાની મિલોમાં, બોર્ડ, બીમ અને અન્ય વર્ગોમાં ગોળ લાકડા કાપવા માટેનું મુખ્ય સાધન લાકડાની મિલ માટેનું મુખ્ય સાધન છે.
લાકડાની મિલોમાં, બોર્ડ, બીમ અને અન્ય વર્ગોમાં ગોળ લાકડા કાપવા માટેનું મુખ્ય સાધન લાકડાની મિલ માટેનું મુખ્ય સાધન છે.
આરી ફ્રેમ એ મલ્ટી-સો મશીન છે જેમાં આરી સખત ફ્રેમમાં ખેંચાય છે. વર્ટિકલ કરવતનું ઉત્પાદન સિંગલ અને ડબલ ડેક, સાંકડા અને પહોળા ખુલ્લામાં, જોગિંગ અને સતત ફીડ સાથે કરવામાં આવે છે. અદ્યતન લાકડાંઈ નો વહેર ફ્રેમમાં ત્રણથી છ ઈલેક્ટ્રિક મોટરો છે. ક્રેન્કશાફ્ટ રોટેશન સ્પીડ — 200 થી 600 મિનિટ-1 સુધી, ડ્રાઇવને ઘા રોટર સાથે અસુમેળ મોટર દ્વારા અને ક્યારેક ખિસકોલી-કેજ રોટર મોટર દ્વારા હાથ ધરવામાં આવે છે.
કરવત (ફિગ. 1) ની ફ્રેમ પર, કપાળના કટમાં 3.2-9 મીટરની લંબાઇ અને 65 સે.મી.ના વ્યાસવાળા લોગ કાપવામાં આવે છે. ફ્રેમની કાસ્ટ-આયર્ન ફ્રેમમાં ટ્રાંસવર્સ કનેક્શન્સ દ્વારા એકબીજા સાથે જોડાયેલા બે પગ અને બાજુની દિવાલોનો સમાવેશ થાય છે.
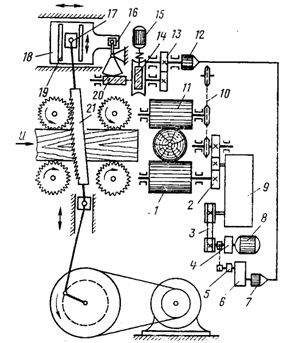
ચોખા. 1. લાકડાંઈ નો વહેર ફ્રેમનો કાઇનેમેટિક ડાયાગ્રામ
કરવતની ફ્રેમ બેઝ પ્લેટ પર માઉન્ટ થયેલ છે. બે ફ્લાય વ્હીલ્સ અને ડ્રાઇવ પલ્લી સાથેની ક્રેન્કશાફ્ટ પ્લેટ પર માઉન્ટ થયેલ બે મુખ્ય બેરિંગ્સમાં ફરે છે.આઇ-બીમનો કનેક્ટિંગ સળિયો રોલર બેરિંગ દ્વારા ક્રેન્કશાફ્ટ પિન સાથે નીચલા માથા સાથે જોડાયેલ છે, અને ઉપલું માથું સોય ફ્રેમના નીચલા ક્રોસ મેમ્બર દ્વારા સોય બેરિંગ દ્વારા પિન સાથે જોડાયેલ છે.
સો ફ્રેમના નીચલા અને ઉપલા ક્રોસ સભ્યો રાઉન્ડ ટ્યુબ્યુલર સપોર્ટ દ્વારા જોડાયેલા છે. સો ફ્રેમના ક્રોસ સભ્યો પર પિન સાથેના ટેક્સ્ટોલાઇટ સ્લાઇડર્સ ટેપર્ડ રોલર બેરિંગ્સ દ્વારા જોડાયેલા છે.
સો ફ્રેમની ડિઝાઇન હાઇડ્રોલિક ટેન્શનરનો ઉપયોગ કરવાની મંજૂરી આપે છે. તેના આઠ માર્ગદર્શિકાઓમાંથી, ચાર પ્રિઝમેટિક છે અને ચાર સપાટ છે, જે બેડ પર લગાવેલી કાસ્ટ-આયર્ન પ્લેટો સાથે જોડીમાં જોડાયેલા છે. ઉપલા માર્ગદર્શિકા પ્લેટો સ્લાઇડ પર માઉન્ટ થયેલ છે અને પ્લોટ Δ ના કદ પર આધાર રાખીને, સો ફ્રેમની નમેલી પદ્ધતિ દ્વારા ખસેડવામાં આવે છે.
ચાર-રોલર ફીડ મિકેનિઝમની વ્યક્તિગત ડ્રાઇવ, જેમાં થાઇરિસ્ટર ડ્રાઇવનો સમાવેશ થાય છે, લોગ ફીડની ઝડપના સરળ ગોઠવણની ખાતરી કરે છે. ઇલેક્ટ્રોમેગ્નેટ, ઇલેક્ટ્રોમેગ્નેટિક ક્લચ 4, બેલ્ટ ટ્રાન્સમિશન 3, ગિયરબોક્સ 9 અને ગિયર્સ 2 દ્વારા એન્જિન 8માંથી નીચલા રોલર્સ 1 પર ટોર્ક પ્રસારિત થાય છે. ઉપલા રોલર્સ 11 રોલર ચેઇન 10 દ્વારા ફરે છે.
ઇલેક્ટ્રોમેગ્નેટિક ક્લચ 4 ની સ્લાઇડ બદલીને પાર્સલનું કદ ગોઠવવામાં આવે છે, જે સેન્ટ્રીફ્યુગલ રેગ્યુલેટર 5 ના ડાયલને ફેરવીને હાથ ધરવામાં આવે છે. આ હેતુ માટે, ઓપરેટર સર્વો મોટર 15 ચાલુ કરે છે, ડાયલને યોગ્ય ખૂણા પર ફેરવે છે, કૃમિ ગિયર 14, ગિયર્સ 13, સેલ્સિન સેન્સર 12, સેલ્સિન રીસીવર 7 અને રીડ્યુસર 6 દ્વારા પરિભ્રમણ હાથ ધરવામાં આવે છે.કૃમિ ગિયર 20 અને લિવર 16 દ્વારા એકસાથે રૂમ Δ ને બદલીને, પ્લેટ 18 આડી પ્લેનમાં આરી ફ્રેમની ઉપરની સ્લાઇડ 17 ની માર્ગદર્શિકા 19 સાથે ફરે છે અને સો 21 ના ઝોકમાં ફેરફાર થાય છે.
લાકડાની મિલ ફ્રેમ 2P80 નો યોજનાકીય સર્કિટ ડાયાગ્રામ ફિગમાં બતાવવામાં આવ્યો છે. 2. તેના વિદ્યુત ઉપકરણોમાં 125 kW મુખ્ય શાફ્ટ ડ્રાઇવ અસિંક્રોનસ મોટર M1, સો ફ્રેમ ટિલ્ટિંગ મિકેનિઝમ ડ્રાઇવ M2 મોટર, હાઇડ્રોલિક સ્ટેશન મોટર MZ, લ્યુબ્રિકેશન પંપ મોટર M4 અને ઓટોમેટિક કંટ્રોલ સિસ્ટમનો સમાવેશ થાય છે, જે DC મોટર M5 સાથે થાઇરિસ્ટર ડ્રાઇવ પર આધારિત છે.
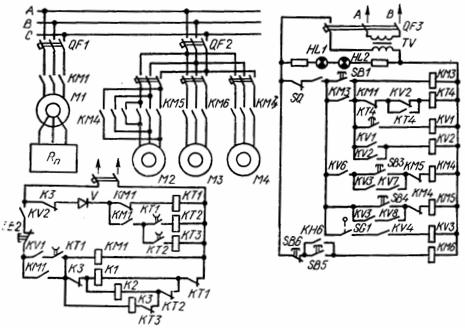
ચોખા. 2. લાકડાંઈ નો વહેર ફ્રેમ 2P80 નો વિદ્યુત યોજનાકીય આકૃતિ
મોટર્સની મહત્તમ વર્તમાન સુરક્ષા આપોઆપ સ્વીચો દ્વારા પૂરી પાડવામાં આવે છે: QF1 — મોટર M1, QF2 — મોટર્સ M2, MZ, M4 અને QF3 — નિયંત્રણ સર્કિટ. જ્યારે QF3 ચાલુ હોય, ત્યારે ચેતવણી લેમ્પ HL1 અને HL2 પ્રકાશિત થાય છે. મુખ્ય શાફ્ટ મોટર M1 એ રેખીય સંપર્કકર્તા KM1 નો ઉપયોગ કરીને શરૂ કરવામાં આવે છે, અને ફીડ મોટર M5 ની ડ્રાઇવ મોટર સંપર્કકર્તા KM2 નો ઉપયોગ કરીને શરૂ થાય છે.
ઇલેક્ટ્રિકલ કંટ્રોલ સર્કિટમાં શામેલ છે: પાવર સર્કિટ (ડ્રાઇવિંગ મોટર્સ); રિલે-કોન્ટેક્ટર કંટ્રોલ સર્કિટ્સ અને થાઇરિસ્ટર ડીસી ડ્રાઇવ પર આધારિત ઓટોમેટિક કંટ્રોલ સિસ્ટમના સર્કિટ. જ્યારે ઉપરનો દરવાજો ખુલ્લો હોય ત્યારે સો ફ્રેમ ડ્રાઇવની શરૂઆત ચાલુ કરવા માટે, મુખ્ય શાફ્ટ અને વી-બેલ્ટની સલામતી પટ્ટીઓ દૂર કરવામાં આવે છે, અને જ્યારે સો ફ્રેમ બંધ થાય છે, ત્યારે મર્યાદા સ્વીચોનો ઉપયોગ કરવામાં આવે છે (જેનો બ્લોક ફિગ. 2 માં દર્શાવેલ છે. SQ અક્ષરો સાથે).
ઘા રોટર સાથે મોટર M1 ની શરૂઆત એ પ્રવેગક રિલે KT1, KT2 અને KT3 ને ક્રમિક રીતે બંધ કરીને સમયના કાર્ય તરીકે હાથ ધરવામાં આવે છે, જે આપેલ સમય વિલંબ સાથે ધીમે ધીમે સંપર્કકર્તા K1, K2 નો ઉપયોગ કરીને પ્રારંભિક રિઓસ્ટેટ આરપીના ત્રણ તબક્કાઓનું આઉટપુટ કરે છે. અને K3.
સ્ટાર્ટ બટન દબાવવાથી SB1 (ફિગ. 2 જુઓ) સંપર્કકર્તા KM3 ની કોઇલ ચાલુ કરે છે, જે ઓઇલ પંપની મોટર M4 ના પાવર સંપર્કો KM3 બંધ કરે છે, બંધ સંપર્ક KM3 બટન SB1 ને બાયપાસ કરે છે.
જ્યારે મધ્યવર્તી રિલે KV1 નો સંપર્ક KV1 બંધ હોય ત્યારે મુખ્ય ગતિ મોટર M1 શરૂ થાય છે. આ રિલેની કોઇલ KT4 ટાઇમ રિલેના KT4 સંપર્ક દ્વારા પાવર મેળવે છે, જે બંધ થવા પર વિલંબ સાથે બંધ થશે. તેથી, રિલે KT4 મોટર M4 અને M1 ની શરૂઆત વચ્ચે વિલંબ પૂરો પાડે છે.
જ્યારે રિલે KV1 ચાલુ થાય છે, ત્યારે રિલે KV2 વારાફરતી ચાલુ થાય છે, જેનો બંધ સંપર્ક KV2 સંપર્કકર્તા KM1 ની કોઇલને શક્તિ આપે છે. કોઇલ KM1, પાવર પ્રાપ્ત કર્યા પછી, મોટર M1 ના પાવર સર્કિટના મુખ્ય સંપર્કો KM1 ચાલુ કરે છે, અને જ્યારે પ્રારંભિક રિઓસ્ટેટ સંપૂર્ણ રીતે સેટ થઈ જાય ત્યારે મોટરનું રોટર ફેરવવાનું શરૂ કરશે. પ્રવેગક સંપર્કકર્તા K1, K2 અને K3 મંદી સાથે કાર્ય કરે પછી, મોટર રોટર મહત્તમ ઝડપે ફરશે.
જ્યારે મોટર M1 ની શરૂઆત પૂર્ણ થાય છે, ત્યારે ઓપનિંગ કોન્ટેક્ટ K3 એકસાથે કોન્ટેક્ટર્સ K1 અને K2 ના સપ્લાય સર્કિટને તોડી નાખશે, અને ફીડર M5 ના મોટર સ્ટાર્ટર સર્કિટમાં સંપર્ક K3 બંધ કરશે અને તેને શરૂ કરવા માટે તૈયાર કરશે. SB2 બટન દબાવીને મોટર બંધ થઈ જાય છે.
હાઇડ્રોલિક સિસ્ટમ આગળના અને પાછળના દરવાજાને વધારવા અને નીચે કરવાની સુવિધા પૂરી પાડે છે, વેલ્ડેડ કેસિંગ્સ પર, જેના ઉપરના ફીડ રોલર્સ માઉન્ટ થયેલ છે.હાઇડ્રોલિક સ્ટેશન દ્વારા ચલાવવામાં આવતા હાઇડ્રોલિક સિલિન્ડરો દ્વારા દરવાજાને ઉપરની સ્થિતિમાં ઉઠાવવામાં આવે છે. હાઇડ્રોલિક સ્ટેશનની ડ્રાઇવ મોટર M3 દ્વારા પૂરી પાડવામાં આવે છે, જે એક બટનના દબાણથી શરૂ થાય છે, જ્યારે સ્ટાર્ટરની કોઇલ KM6 ઊર્જાયુક્ત થાય છે, જે KM6 ના મુખ્ય સંપર્કોને બંધ કરે છે.
સો ફ્રેમના ટિલ્ટને મેન્યુઅલી નિયંત્રિત કરી શકાય છે (બટન્સ SB3 અને SB4 દબાવીને) અથવા આપમેળે. સ્ટાર્ટર KM4 ("વધુ") ના વિન્ડિંગ KM4 અને સ્ટાર્ટર KM5 ("ઓછા") ના KM5 ના સ્વચાલિત નિયંત્રણ સાથે, તેઓ રિલે KV3 દ્વારા પાવર પ્રાપ્ત કરે છે, જે જ્યારે મોડ સ્વીચ "ઓટોમેટિક" સ્થિતિમાં હોય ત્યારે ચાલુ થાય છે. , એટલે કે જ્યારે સંપર્ક SQ1 બંધ હોય.
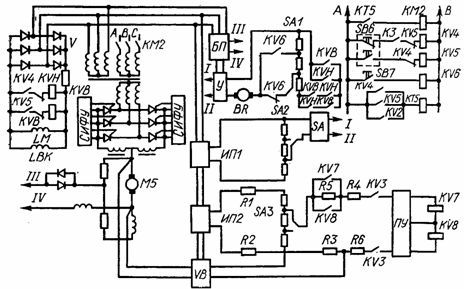
thyristor પાવર સપ્લાયમાં M5 DC મોટર અને thyristor કન્વર્ટરનો સમાવેશ થાય છે. થાઇરિસ્ટર કન્વર્ટર (ફિગ. 9.2, c) સ્ટાર્ટર KM2 દ્વારા, સંપર્ક KV3 દ્વારા ચાલુ કરવામાં આવે છે, જેની કોઇલ પાવર મેળવે છે જ્યારે સમય રિલે KT5 નો સંપર્ક, જે તેના સર્કિટમાં છે, બંધ થાય છે. જ્યારે કોઇલ KV4 (ફોરવર્ડ મોશન) અથવા KV5 (રિવર્સ મોશન) એનર્જાઇઝ થાય છે ત્યારે ટાઇમિંગ રિલે KT5 એનર્જાઈઝ થશે.
જો લોગ કાપતી વખતે અટકી જાય, તો તે એન્જિનને ઉલટાવીને પાછો ખેંચી લેવામાં આવે છે. ફીડર મોટર ચાલુ કરવી M1 મોટર ચાલુ કર્યા વિના શક્ય નથી. આ સપ્લાય સર્કિટ KV4 માં સંપર્ક K3 ના સમાવેશ દ્વારા સુનિશ્ચિત કરવામાં આવે છે, જે મોટર M1 શરૂ કર્યા પછી બંધ થાય છે. જ્યારે સ્ટાર્ટર KM2 ચાલુ થાય છે, ત્યારે મોટરનું કન્વર્ટર અને ફીલ્ડ વિન્ડિંગ્સ LM એનર્જાઈઝ થાય છે.
જો રજિસ્ટર અટકી ગયું હોય, તો SB6 બટન દબાવવાથી રિલે KV4 અને KVB બંધ થાય છે અને KV5 અને KVH રિલે ચાલુ થાય છે.આ કિસ્સામાં, KVH રિલે એમ્પ્લીફાયર U ના સપ્લાય સર્કિટમાં તેના સંપર્કોને બંધ કરે છે, જે થાઇરિસ્ટર કન્વર્ટરમાં શામેલ છે, પરિણામે, કન્વર્ટરના આઉટપુટ પર વોલ્ટેજની ધ્રુવીયતા બદલાય છે અને મોટર તેની દિશામાં ફેરફાર કરે છે. પરિભ્રમણ

જ્યારે લોડ બદલાય છે ત્યારે રોટેશનલ સ્પીડની સ્થિરતા નકારાત્મક પ્રતિસાદ દ્વારા સુનિશ્ચિત કરવામાં આવે છે, જે એલબીએલ ઉત્તેજના કોઇલ સાથે બીઆર ટેકોજનરેટર દ્વારા લાગુ કરવામાં આવે છે. આર્મેચર BR એ એમ્પ્લીફાયર V ના ઇનપુટ સાથે જોડાયેલ છે. થાઇરિસ્ટર કન્વર્ટર સર્કિટમાં રિજનરેટિવ બ્રેકિંગના ઉપયોગ દ્વારા ક્ષણિક દબાણ કરવામાં આવે છે.
ફીડ રેટ મેન્યુઅલી અને આપમેળે એડજસ્ટ થાય છે. આ માટે, SA સ્વીચ સેટ છે. મેન્યુઅલ ફીડ રેટ રેગ્યુલેશનમાં, રેટ રેગ્યુલેટર સર્કિટ I અને II દ્વારા એમ્પ્લીફાયર U સાથે જોડાયેલ છે. સ્પીડ કંટ્રોલર્સ SA1 - SA3 એ પેનલ્સ પર સ્વિચ છે કે જેની સાથે MLT રેઝિસ્ટર જોડાયેલા છે.
જંગમ સંપર્ક SA1 ને ખસેડવાથી કંટ્રોલ સિગ્નલ બદલાય છે જે PU એમ્પ્લીફાયર દ્વારા પલ્સ-ફેઝ કંટ્રોલ સિસ્ટમ (SPPC) માં પ્રવેશ કરે છે, જે બ્રિજ રેક્ટિફાયર સર્કિટ દ્વારા જોડાયેલા થાઇરિસ્ટર્સના ફાયરિંગ એંગલને બદલે છે, જેના કારણે મોટર M5 ની ગતિ બદલાય છે.
SA સ્વીચ દ્વારા M5 એન્જિનની ઝડપને આપમેળે ગોઠવવા માટે, SA1 એ એમ્પ્લીફાયર બ્લોક Y થી ડિસ્કનેક્ટ થયેલ છે અને એમ્પ્લીફાયર Y SA2 — જર્નલ ડાયામીટર સેન્સર સાથે જોડાયેલ છે. આ કિસ્સામાં, SA1 એ SA2 પાસેથી પાવર મેળવવાનું શરૂ કરે છે, જે એક પોટેન્ટિઓમીટર છે જે સ્થિર પાવર સપ્લાય IP1 સાથે જોડાયેલ છે અને પાવર સ્વિચિંગ મિકેનિઝમ દ્વારા ફેરવાય છે.
જ્યારે જર્નલનો વ્યાસ બદલાય છે, ત્યારે પોટેન્ટિઓમીટર SA2 નું સ્લાઇડર ફરે છે અને SA1 પર લાગુ નિયંત્રણ વોલ્ટેજનું મૂલ્ય બદલાય છે, તેથી જર્નલના વ્યાસમાં ફેરફાર સાથે ફીડ રેટ બદલાય છે. ઝડપનું મૂલ્ય લાકડાના ફ્રેમ ઢોળાવ સાથે મેળ ખાતું હોવું જોઈએ, ઝડપ SA3 ને સ્વિચ કરીને નિયંત્રિત થાય છે.
સો ફ્રેમ ટિલ્ટ સેન્સર SA3 એ રેઝિસ્ટર R1 અને R2 દ્વારા સ્થિર પાવર સપ્લાય IP2 સાથે જોડાયેલ છે. પરિણામ એ લાકડાની ફ્રેમના ઝોકના ખૂણાના પ્રમાણમાં તણાવ છે. આ વોલ્ટેજની સરખામણી મોટર વોલ્ટેજ M5 સાથે કરવામાં આવે છે, ઝડપના પ્રમાણસર, મોટર આર્મેચરમાંથી લેવામાં આવે છે અને રેક્ટિફાયર બ્લોક VB દ્વારા રેઝિસ્ટર R3 ને ખવડાવવામાં આવે છે, તે સો ફ્રેમના ટિલ્ટ સેન્સરના આઉટપુટ વોલ્ટેજમાંથી બાદ કરવામાં આવે છે.
મોટર રિવર્સ સાથે, VB બ્લોક સતત સંદર્ભ ધ્રુવીયતા જાળવી રાખે છે. મિસમેચ સિગ્નલ મધ્યવર્તી એમ્પ્લીફાયર PU ના ઇનપુટને રેઝિસ્ટર R4 — R6 અને બંધ થતા સંપર્કો KV3 (ઓટોમેટિક એડજસ્ટમેન્ટ દરમિયાન બંધ) દ્વારા આપવામાં આવે છે. સિગ્નલ એમ્પ્લીફાઇડ થાય છે અને PU આઉટપુટને ખવડાવવામાં આવે છે, જેની સાથે રિલે KV7 અને KV8 જોડાયેલા છે. ભૂલ ઇનપુટ સિગ્નલની ધ્રુવીયતાને આધારે તેઓ ટ્રિગર થાય છે.
તેથી, જેમ જેમ ફીડ રેટ વધે છે તેમ, મોટરમાંથી દૂર કરાયેલ વોલ્ટેજ વધે છે અને મેળ ન ખાતી કિંમત ઋણ છે. આ કિસ્સામાં, ફીડ રેટ અને લાકડાની ફ્રેમના ઝોક વચ્ચેનો સંબંધ તૂટી ગયો છે. PU એમ્પ્લીફાયરના એમ્પ્લીફાઇડ આઉટપુટ સિગ્નલમાં રિલે KV7 નો સમાવેશ થાય છે, જેનાં બંધ થતા સંપર્કોમાં કોઇલ KM4 નો સમાવેશ થાય છે.
KM4 બંધ થતા સંપર્કો M2 મોટરને "આગળ" ફેરવે છે — સો ફ્રેમના ઝુકાવને વધારીને.તે જ સમયે, પોટેન્ટિઓમીટર સ્લાઇડરને ખસેડીને SA3 પર આઉટપુટ વોલ્ટેજ વધે છે. વિચલન સિગ્નલ શૂન્ય થવાનું શરૂ કરે છે, જેના પછી સો ફ્રેમના ઝોકમાં વધારો અટકે છે. આ ફીડ રેટ અને સો ફ્રેમના કોણ વચ્ચે મેચ જાળવી રાખે છે.
નિયંત્રણ પ્રક્રિયા એ જ રીતે ફીડ રેટમાં ઘટાડો સાથે આગળ વધે છે, પરંતુ આ કિસ્સામાં ભૂલ સંકેત હકારાત્મક સંકેત ધરાવે છે. આનાથી રિલે KV8 ચાલુ થાય છે, સાથે સાથે KM5 અને મોટર M2 ને રિવર્સ કરે છે. જેમ જેમ ફીડ રેટ ઘટે છે તેમ, સો ફ્રેમની ઢાળ પણ ઘટે છે. નિયમન દરમિયાન, ડ્રાઇવ સંપર્કો KV7 અને KV8 પ્રતિકાર R5 ને બાયપાસ કરે છે, જે પ્રક્રિયાને દબાણ કરવાનું શક્ય બનાવે છે.
કટીંગની શરૂઆતમાં, કાર્યકારી ફીડની ઝડપના 30% કરતા વધુની કટીંગ ઝડપ હોવી જરૂરી છે. આ નીચેની રીતે કરવામાં આવે છે. બટન SB7 દબાવવાથી, રિલે KV6 ને એનર્જી કરવામાં આવે છે, જેના સંપર્કો આઉટપુટ SA1 પર સ્વિચ કરવામાં આવે છે, જેથી થાઇરિસ્ટર કન્વર્ટરના ઇનપુટને બંધ થતા સંપર્ક KV6 દ્વારા એક નાનો કંટ્રોલ વોલ્ટેજ પૂરો પાડવામાં આવે છે, જે ઓછી કટીંગ સ્પીડ બનાવે છે. .
ફીડના અંત પછી, SB7 બટન બંધ થાય છે અને ઉપકરણ કાર્યકારી મોડમાં જાય છે. ફીડ દરમિયાન સો ફ્રેમના ઝુકાવ માટે સ્વચાલિત નિયંત્રણ સિસ્ટમનો વિક્ષેપ સપ્લાય સર્કિટ સાથે બંધ સંપર્ક KV6 ને કનેક્ટ કરીને પ્રદાન કરવામાં આવે છે. સ્ટાર્ટર કોઇલ KM4 અને KM5.