ઇલેક્ટ્રીક મોટરની ગરમી અને ઠંડક
 વિવિધ મેટલ કટીંગ મશીનો, મિકેનિઝમ્સ અને મશીનો માટે ઇલેક્ટ્રિક મોટર્સની શક્તિનું યોગ્ય નિર્ધારણ ખૂબ મહત્વનું છે. અપૂરતી શક્તિ સાથે, આયોજિત તકનીકી પ્રક્રિયા હાથ ધરવા માટે, મશીનની ઉત્પાદન ક્ષમતાઓનો સંપૂર્ણ ઉપયોગ કરવો અશક્ય છે. જો શક્તિ અપૂરતી હોય, તો ઇલેક્ટ્રિક મોટર અકાળે નિષ્ફળ જશે.
વિવિધ મેટલ કટીંગ મશીનો, મિકેનિઝમ્સ અને મશીનો માટે ઇલેક્ટ્રિક મોટર્સની શક્તિનું યોગ્ય નિર્ધારણ ખૂબ મહત્વનું છે. અપૂરતી શક્તિ સાથે, આયોજિત તકનીકી પ્રક્રિયા હાથ ધરવા માટે, મશીનની ઉત્પાદન ક્ષમતાઓનો સંપૂર્ણ ઉપયોગ કરવો અશક્ય છે. જો શક્તિ અપૂરતી હોય, તો ઇલેક્ટ્રિક મોટર અકાળે નિષ્ફળ જશે.
ઇલેક્ટ્રીક મોટરની શક્તિને વધારે પડતો અંદાજ તેના વ્યવસ્થિત અંડરચાર્જિંગ તરફ દોરી જાય છે અને પરિણામે, મોટરનો અપૂર્ણ ઉપયોગ, ઓછી કાર્યક્ષમતા સાથે તેનું સંચાલન અને એક નાનું પાવર પરિબળ (અસુમેળ મોટર્સ માટે). ઉપરાંત, જ્યારે એન્જિન પાવર ઓવરરેટ થાય છે, ત્યારે મૂડી અને સંચાલન ખર્ચ વધે છે.
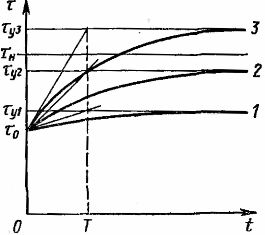
મશીન ચલાવવા માટે જરૂરી શક્તિ, અને તેથી ઇલેક્ટ્રિક મોટર દ્વારા વિકસિત શક્તિ, મશીન ઓપરેશન દરમિયાન બદલાય છે. ઇલેક્ટ્રિક મોટર પરના ભારને લોડ ગ્રાફ (ફિગ. 1) દ્વારા વર્ગીકૃત કરી શકાય છે, જે મોટર શાફ્ટ, તેના ટોર્ક અથવા સમયસર વર્તમાનમાંથી શક્તિની અવલંબન છે.વર્કપીસની પ્રક્રિયા પૂર્ણ કર્યા પછી, મશીન બંધ થઈ જાય છે, વર્કપીસ માપવામાં આવે છે, અને વર્કપીસ બદલવામાં આવે છે. લોડિંગ શેડ્યૂલ પછી ફરીથી પુનરાવર્તિત થાય છે (જ્યારે સમાન પ્રકારના ભાગો પર પ્રક્રિયા કરવામાં આવે છે).
આવા વેરિયેબલ લોડ હેઠળ સામાન્ય કામગીરી સુનિશ્ચિત કરવા માટે, ઇલેક્ટ્રિક મોટરને પ્રોસેસિંગ દરમિયાન સૌથી વધુ જરૂરી શક્તિ વિકસાવવી જોઈએ અને આ લોડ શેડ્યૂલ અનુસાર સતત કામગીરી દરમિયાન વધુ ગરમ ન થવું જોઈએ. ઇલેક્ટ્રિક મોટર્સનું અનુમતિપાત્ર ઓવરલોડ તેમના ઇલેક્ટ્રિકલ ગુણધર્મો દ્વારા નક્કી કરવામાં આવે છે.
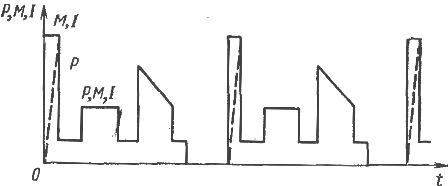
ચોખા. 1. સમાન પ્રકારના ભાગોનું મશીનિંગ કરતી વખતે શેડ્યૂલ લોડ કરો
જ્યારે એન્જિન ચાલુ હોય, ઊર્જા (અને શક્તિ) નુકશાનજેના કારણે તે ગરમ થાય છે. ઇલેક્ટ્રિક મોટર દ્વારા ઉપયોગમાં લેવાતી ઊર્જાનો એક ભાગ તેના વિન્ડિંગ્સને ગરમ કરવા, ચુંબકીય સર્કિટને ગરમ કરવા માટે ખર્ચવામાં આવે છે. હિસ્ટેરેસિસ અને ઘર્ષણ અને હવાના ઘર્ષણને વહન કરતા એડી પ્રવાહો. વિન્ડિંગ્સની ગરમીની ખોટ, વર્તમાનના ચોરસના પ્રમાણસર, ચલ (ΔРtrans) કહેવાય છે... મોટરમાં બાકીના નુકસાન તેના ભાર પર થોડો આધાર રાખે છે અને પરંપરાગત રીતે તેને સ્થિરાંકો (ΔРpos) કહેવામાં આવે છે.
ઇલેક્ટ્રિક મોટરની અનુમતિપાત્ર ગરમી તેના બાંધકામની ઓછામાં ઓછી ગરમી-પ્રતિરોધક સામગ્રી દ્વારા નક્કી કરવામાં આવે છે. આ સામગ્રી તેના કોઇલનું ઇન્સ્યુલેશન છે.
નીચેનાનો ઉપયોગ ઇલેક્ટ્રિકલ મશીનોને ઇન્સ્યુલેટ કરવા માટે થાય છે:
• સુતરાઉ અને રેશમી કાપડ, યાર્ન, કાગળ અને તંતુમય કાર્બનિક પદાર્થો કે જે ઇન્સ્યુલેટીંગ સંયોજનો (ગરમી પ્રતિકાર વર્ગ U) થી ગર્ભિત નથી;
• સમાન સામગ્રી, ફળદ્રુપ (વર્ગ A);
• કૃત્રિમ કાર્બનિક ફિલ્મો (વર્ગ E);
• એસ્બેસ્ટોસ, અભ્રક, કાર્બનિક બાઈન્ડર (વર્ગ B) સાથે ફાઈબરગ્લાસમાંથી સામગ્રી;
• સમાન, પરંતુ કૃત્રિમ બાઈન્ડર અને ગર્ભાધાન એજન્ટો (વર્ગ F) સાથે;
• સમાન સામગ્રી, પરંતુ સિલિકોન બાઈન્ડર અને ગર્ભાધાન એજન્ટો (વર્ગ H) સાથે;
• અભ્રક, સિરામિક્સ, કાચ, ક્વાર્ટઝ બાઈન્ડર વિના અથવા અકાર્બનિક બાઈન્ડર (ક્લાસ C) સાથે.
ઇન્સ્યુલેશન વર્ગો U, A, E, B, F, H અનુક્રમે 90, 105, 120, 130, 155, 180 ° C ના મહત્તમ તાપમાનને મંજૂરી આપે છે. વર્ગ C નું મર્યાદિત તાપમાન 180 ° C કરતાં વધી જાય છે અને તે તેના ગુણધર્મો દ્વારા મર્યાદિત છે. વપરાયેલ સામગ્રી.
ઇલેક્ટ્રિક મોટર પર સમાન ભાર સાથે, તેની ગરમી વિવિધ આસપાસના તાપમાને અસમાન હશે. પર્યાવરણનું ડિઝાઇન તાપમાન t0 40 ° સે છે. આ તાપમાન પર, ઇલેક્ટ્રિક મોટર્સના નજીવા પાવર મૂલ્યો નક્કી કરવામાં આવે છે. આસપાસના તાપમાનની ઉપર ઇલેક્ટ્રિક મોટરના તાપમાનમાં વધારો ઓવરહિટીંગ કહેવાય છે:

કૃત્રિમ ઇન્સ્યુલેશનનો ઉપયોગ વિસ્તરી રહ્યો છે. ખાસ કરીને, ઉષ્ણકટિબંધીય પરિસ્થિતિઓમાં કામ કરતી વખતે સિલિકોન સિલિકોન ઇન્સ્યુલેશન ઇલેક્ટ્રિકલ મશીનોની ઉચ્ચ વિશ્વસનીયતાને સુનિશ્ચિત કરે છે.
એન્જિનના જુદા જુદા ભાગોમાં ઉત્પન્ન થતી ગરમી ઇન્સ્યુલેશનની ગરમીને વિવિધ ડિગ્રી સુધી અસર કરે છે. આ ઉપરાંત, ઇલેક્ટ્રિક મોટરના વ્યક્તિગત ભાગો વચ્ચે ગરમીનું વિનિમય થાય છે, જેની પ્રકૃતિ લોડની સ્થિતિને આધારે બદલાય છે.
ઇલેક્ટ્રિક મોટરના વ્યક્તિગત ભાગોની વિવિધ ગરમી અને તેમની વચ્ચે ગરમીનું સ્થાનાંતરણ પ્રક્રિયાના વિશ્લેષણાત્મક અભ્યાસને જટિલ બનાવે છે. તેથી, સરળતા માટે, તે શરતી રીતે ધારવામાં આવે છે કે ઇલેક્ટ્રિક મોટર એ થર્મલી એકરૂપ અને અનંત રીતે ગરમી-વાહક શરીર છે. સામાન્ય રીતે એવું માનવામાં આવે છે કે ઇલેક્ટ્રિક મોટર દ્વારા પર્યાવરણમાં છોડવામાં આવતી ગરમી સુપરહીટના પ્રમાણમાં હોય છે.આ કિસ્સામાં, થર્મલ રેડિયેશનની અવગણના કરવામાં આવે છે કારણ કે મોટર્સનું સંપૂર્ણ ગરમીનું તાપમાન ઓછું હોય છે. આપેલ ધારણાઓ હેઠળ ઇલેક્ટ્રિક મોટરની ગરમીની પ્રક્રિયાને ધ્યાનમાં લો.
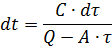
ઇલેક્ટ્રિક મોટરમાં કામ કરતી વખતે, તા. આ ગરમીનો ભાગ dq1 ઇલેક્ટ્રિક મોટરના સમૂહ દ્વારા શોષાય છે, જેના પરિણામે મોટરનું તાપમાન t અને ઓવરહિટીંગ τ વધે છે. બાકીની ગરમી dq2 એન્જીનમાંથી પર્યાવરણમાં છોડવામાં આવે છે. આમ સમાનતા લખી શકાય
જેમ જેમ એન્જિનનું તાપમાન વધે છે તેમ, ગરમી dq2 વધે છે. ઓવરહિટીંગના ચોક્કસ મૂલ્ય પર, ઇલેક્ટ્રિક મોટરમાં છોડવામાં આવે તેટલી ગરમી પર્યાવરણને આપવામાં આવશે; પછી dq = dq2 અને dq1 = 0. ઇલેક્ટ્રિક મોટરનું તાપમાન વધતું અટકે છે અને ઓવરહિટીંગ τу ના સ્થિર મૂલ્ય સુધી પહોંચે છે.
ઉપરોક્ત ધારણાઓ હેઠળ, સમીકરણ નીચે પ્રમાણે લખી શકાય છે:

જ્યાં ઇલેક્ટ્રીક મોટરમાં થયેલા નુકસાનને કારણે Q એ થર્મલ પાવર છે, J/s; એ - એન્જિનમાંથી હીટ ટ્રાન્સફર, એટલે કે. એન્જિન અને 1oC, J/s-deg ના પર્યાવરણ વચ્ચેના તાપમાનના તફાવત પર એકમ સમય દીઠ એન્જિન દ્વારા પર્યાવરણમાં છોડવામાં આવતી ગરમીની માત્રા; C એ મોટરની થર્મલ ક્ષમતા છે, એટલે કે. એન્જિનનું તાપમાન 1 ° C, J/deg વધારવા માટે જરૂરી ગરમીનું પ્રમાણ.
સમીકરણમાં ચલોને અલગ કરીને, આપણી પાસે છે
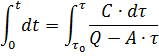
અમે સમાનતાની ડાબી બાજુને શૂન્યથી કેટલાક વર્તમાન મૂલ્ય સુધીની શ્રેણીમાં અને જમણી બાજુને ઇલેક્ટ્રિક મોટરના પ્રારંભિક ઓવરહિટીંગ τ0 થી ઓવરહિટીંગ τ ના વર્તમાન મૂલ્ય સુધીની શ્રેણીમાં એકીકૃત કરીએ છીએ:
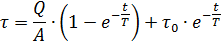
τ માટેના સમીકરણને હલ કરીને, અમે ઇલેક્ટ્રિક મોટરને ગરમ કરવા માટે એક સમીકરણ મેળવીએ છીએ:
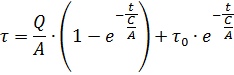
ચાલો C/A = T દર્શાવીએ અને આ ગુણોત્તરનું પરિમાણ નક્કી કરીએ:

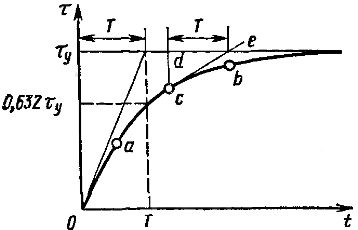
ચોખા. 2. ઇલેક્ટ્રીક મોટરના હીટિંગને દર્શાવતા વણાંકો
ચોખા. 3. હીટિંગ સમય સ્થિરનું નિર્ધારણ
તે જથ્થા T કહેવાય છે, જે સમય હીટિંગ સમય સતત ઇલેક્ટ્રિક મોટરનું પરિમાણ ધરાવે છે. આ સંકેત અનુસાર, હીટિંગ સમીકરણને આ રીતે ફરીથી લખી શકાય છે
જેમ તમે સમીકરણ પરથી જોઈ શકો છો, જ્યારે આપણે મેળવીએ છીએ — સ્થિર-સ્થિતિ સુપરહીટ મૂલ્ય.
જ્યારે ઇલેક્ટ્રિક મોટર પરનો ભાર બદલાય છે, ત્યારે નુકસાનની માત્રા બદલાય છે અને તેથી Q ની કિંમત. આનાથી τу ની કિંમતમાં ફેરફાર થાય છે.
અંજીરમાં. 2 વિવિધ લોડ મૂલ્યો માટે છેલ્લા સમીકરણને અનુરૂપ હીટિંગ વણાંકો 1, 2, 3 દર્શાવે છે. જ્યારે τу અનુમતિપાત્ર ઓવરહિટીંગ τn ના મૂલ્ય કરતાં વધી જાય, ત્યારે ઇલેક્ટ્રિક મોટરનું સતત સંચાલન અસ્વીકાર્ય છે. સમીકરણ અને આલેખ (ફિગ. 2) પરથી નીચે મુજબ, સુપરહીટમાં વધારો એસિમ્પ્ટોટિક છે.
જ્યારે આપણે મૂલ્ય t = 3T ને સમીકરણમાં બદલીએ છીએ, ત્યારે આપણને τ નું મૂલ્ય મળે છે જે τy કરતાં લગભગ માત્ર 5% ઓછું છે. આમ, સમય દરમિયાન t = 3T, હીટિંગ પ્રક્રિયાને વ્યવહારીક રીતે પૂર્ણ ગણી શકાય.
જો હીટિંગ કર્વ (ફિગ. 3) સાથેના કોઈપણ બિંદુએ તમે હીટિંગ વળાંક પર સ્પર્શક દોરો છો, તો તે જ બિંદુ દ્વારા એક વર્ટિકલ દોરો, પછી એસિમ્પટોટનો સેગમેન્ટ ડી, સ્પર્શક અને વર્ટિકલ વચ્ચે બંધ, સ્કેલ પર એબ્સીસા અક્ષનું T બરાબર છે. જો આપણે સમીકરણમાં Q = 0 લઈએ, તો આપણને મોટર કૂલિંગ સમીકરણ મળે છે:

ફિગમાં દર્શાવેલ ઠંડક વળાંક. 4, આ સમીકરણને અનુરૂપ છે.
હીટિંગનો સમય સતત ઇલેક્ટ્રિક મોટરના કદ અને પર્યાવરણીય પ્રભાવો સામે તેના રક્ષણના સ્વરૂપ દ્વારા નક્કી કરવામાં આવે છે. ખુલ્લા અને સંરક્ષિત લો-પાવર ઇલેક્ટ્રિક મોટર્સ માટે, ગરમીનો સમય 20-30 મિનિટ છે. બંધ હાઇ-પાવર ઇલેક્ટ્રિક મોટર્સ માટે, તે 2-3 કલાક સુધી પહોંચે છે.
ઉપર સૂચવ્યા મુજબ, ઇલેક્ટ્રિક મોટર હીટિંગનો ઉલ્લેખિત સિદ્ધાંત અંદાજિત છે અને રફ ધારણાઓ પર આધારિત છે. તેથી, પ્રાયોગિક રીતે માપવામાં આવેલ હીટિંગ વળાંક સૈદ્ધાંતિક કરતા નોંધપાત્ર રીતે અલગ છે. જો, પ્રાયોગિક હીટિંગ વળાંકના વિવિધ બિંદુઓ માટે, ફિગમાં દર્શાવેલ બાંધકામ. 3, તે તારણ આપે છે કે T ના મૂલ્યો વધતા સમય સાથે વધે છે. તેથી, સમીકરણ અનુસાર કરવામાં આવેલી તમામ ગણતરીઓ અંદાજિત ગણવી જોઈએ. આ ગણતરીઓમાં હીટિંગ કર્વના પ્રારંભિક બિંદુ માટે ગ્રાફિકલી રીતે નિર્ધારિત સ્થિર T નો ઉપયોગ કરવાની સલાહ આપવામાં આવે છે. Tનું આ મૂલ્ય સૌથી નાનું છે અને જ્યારે તેનો ઉપયોગ થાય છે, ત્યારે એન્જિન પાવરનો ચોક્કસ માર્જિન પ્રદાન કરે છે.
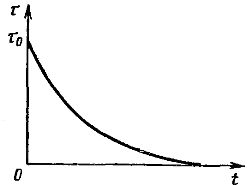
ચોખા. 4. એન્જિન ઠંડક વળાંક
પ્રાયોગિક રીતે માપવામાં આવેલ ઠંડક વળાંક સૈદ્ધાંતિક એક કરતાં પણ વધુ ગરમીના વળાંકથી અલગ છે. વેન્ટિલેશનની ગેરહાજરીમાં હીટ ટ્રાન્સફરમાં ઘટાડો થવાને કારણે એન્જીન બંધને અનુરૂપ ઠંડકનો સમય સતત હીટિંગ સમય કરતાં નોંધપાત્ર રીતે લાંબો છે.