ઇલેક્ટ્રિક આર્ક બનાવવાની પ્રક્રિયા અને તેને ઓલવવાની પદ્ધતિઓ
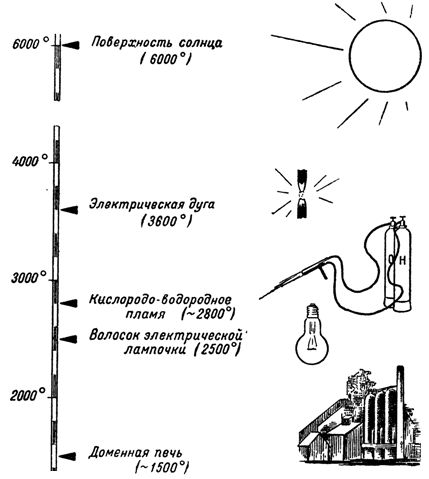
જ્યારે ઇલેક્ટ્રિક સર્કિટ ખોલવામાં આવે છે, ત્યારે ઇલેક્ટ્રિક આર્કના સ્વરૂપમાં ઇલેક્ટ્રિક ડિસ્ચાર્જ થાય છે. ઇલેક્ટ્રિક આર્કના દેખાવ માટે, 0.1 A અથવા વધુના ક્રમના સર્કિટમાં પ્રવાહ પર સંપર્કોના વોલ્ટેજ 10 V થી ઉપર હોવા માટે તે પૂરતું છે. નોંધપાત્ર વોલ્ટેજ અને પ્રવાહો સાથે, ચાપની અંદરનું તાપમાન 3-15 હજાર ° સે સુધી પહોંચી શકે છે, પરિણામે સંપર્કો અને જીવંત ભાગો ઓગળે છે.
110 kV અને તેથી વધુના વોલ્ટેજ પર, ચાપની લંબાઈ ઘણા મીટર સુધી પહોંચી શકે છે. તેથી, ઇલેક્ટ્રિક આર્ક, ખાસ કરીને ઉચ્ચ પાવર સર્કિટમાં, 1 kV થી ઉપરના વોલ્ટેજ માટે એક મહાન ભય છે, જો કે ગંભીર પરિણામો 1 kV થી નીચેના વોલ્ટેજ માટેના ઇન્સ્ટોલેશનમાં પણ હોઈ શકે છે. પરિણામે, 1 kV ઉપર અને નીચે બંને વોલ્ટેજ માટે સર્કિટમાં આર્સિંગ શક્ય તેટલું સમાયેલ હોવું જોઈએ અને ઝડપથી બુઝાઈ જવું જોઈએ.
ઇલેક્ટ્રિક આર્સિંગના કારણો
 ઇલેક્ટ્રિક આર્ક બનાવવાની પ્રક્રિયાને નીચે પ્રમાણે સરળ બનાવી શકાય છે.જ્યારે સંપર્કો અલગ પડે છે, ત્યારે સંપર્ક દબાણ પ્રથમ ઘટે છે અને તે મુજબ સંપર્ક સપાટી વધે છે, સંક્રમણ પ્રતિકાર (વર્તમાન ઘનતા અને તાપમાન - સ્થાનિક (સંપર્ક વિસ્તારના અમુક વિસ્તારોમાં) ઓવરહિટીંગ શરૂ થાય છે, જે થર્મિઓનિક રેડિયેશનમાં વધુ ફાળો આપે છે, જ્યારે ઉચ્ચ તાપમાનના પ્રભાવ હેઠળ ઇલેક્ટ્રોનની ઝડપ વધે છે અને તે ઇલેક્ટ્રોડની સપાટી પરથી ફૂટે છે.
ઇલેક્ટ્રિક આર્ક બનાવવાની પ્રક્રિયાને નીચે પ્રમાણે સરળ બનાવી શકાય છે.જ્યારે સંપર્કો અલગ પડે છે, ત્યારે સંપર્ક દબાણ પ્રથમ ઘટે છે અને તે મુજબ સંપર્ક સપાટી વધે છે, સંક્રમણ પ્રતિકાર (વર્તમાન ઘનતા અને તાપમાન - સ્થાનિક (સંપર્ક વિસ્તારના અમુક વિસ્તારોમાં) ઓવરહિટીંગ શરૂ થાય છે, જે થર્મિઓનિક રેડિયેશનમાં વધુ ફાળો આપે છે, જ્યારે ઉચ્ચ તાપમાનના પ્રભાવ હેઠળ ઇલેક્ટ્રોનની ઝડપ વધે છે અને તે ઇલેક્ટ્રોડની સપાટી પરથી ફૂટે છે.
સંપર્ક વિભાજનના ક્ષણે, એટલે કે, સર્કિટ તૂટી ગયું છે, સંપર્ક ગેપમાં વોલ્ટેજ ઝડપથી પુનઃસ્થાપિત થાય છે. આ કિસ્સામાં સંપર્કો વચ્ચેનું અંતર નાનું હોવાથી, ત્યાં છે ઇલેક્ટ્રિક ક્ષેત્ર ઉચ્ચ વોલ્ટેજ જેના પ્રભાવ હેઠળ ઇલેક્ટ્રોન ઇલેક્ટ્રોડની સપાટી પરથી પાછા ખેંચાય છે. તેઓ વિદ્યુત ક્ષેત્રમાં વેગ આપે છે અને જ્યારે તેઓ તટસ્થ અણુને અથડાવે છે, ત્યારે તેઓ તેને તેમની ગતિ ઊર્જા આપે છે. જો આ ઉર્જા તટસ્થ અણુના શેલમાંથી ઓછામાં ઓછા એક ઇલેક્ટ્રોનને ફાડી નાખવા માટે પૂરતી હોય, તો પછી આયનીકરણની પ્રક્રિયા થાય છે.
રચાયેલા મુક્ત ઇલેક્ટ્રોન અને આયનો આર્ક ટ્રંકના પ્લાઝ્મા બનાવે છે, એટલે કે, આયનાઇઝ્ડ ચેનલ જેમાં ચાપ બળે છે અને કણોની સતત હિલચાલ સુનિશ્ચિત થાય છે. આ કિસ્સામાં, નકારાત્મક રીતે ચાર્જ થયેલા કણો, મુખ્યત્વે ઇલેક્ટ્રોન, એક દિશામાં (એનોડ તરફ), અને એક અથવા વધુ ઇલેક્ટ્રોનથી વંચિત વાયુઓના અણુઓ અને પરમાણુઓ - હકારાત્મક રીતે ચાર્જ થયેલા કણો - વિરુદ્ધ દિશામાં (કેથોડ તરફ).
 પ્લાઝ્મા વાહકતા ધાતુઓની નજીક છે.
પ્લાઝ્મા વાહકતા ધાતુઓની નજીક છે.
આર્ક શાફ્ટમાં મોટો પ્રવાહ વહે છે અને ઉચ્ચ તાપમાન સર્જાય છે.આર્ક સિલિન્ડરનું આ તાપમાન થર્મલ આયનોઈઝેશન તરફ દોરી જાય છે - પરમાણુઓ અને પરમાણુઓના અથડામણને કારણે આયન નિર્માણની પ્રક્રિયા તેમની ગતિની ઊંચી ગતિએ ઉચ્ચ ગતિ ઊર્જા સાથે થાય છે (અણુઓ અને માધ્યમના અણુઓ જ્યાં ચાપ બળી જાય છે તે ઇલેક્ટ્રોનમાં વિઘટન થાય છે અને હકારાત્મક રીતે ચાર્જ થયેલ આયનો). તીવ્ર થર્મલ ionization ઉચ્ચ પ્લાઝ્મા વાહકતા જાળવી રાખે છે. તેથી, ચાપ સાથે વોલ્ટેજ ડ્રોપ નાનો છે.
ઇલેક્ટ્રિક આર્કમાં, બે પ્રક્રિયાઓ સતત થતી રહે છે: આયનીકરણ ઉપરાંત, અણુઓ અને પરમાણુઓનું ડીયોનાઇઝેશન પણ. બાદમાં મુખ્યત્વે પ્રસરણ દ્વારા થાય છે, એટલે કે, ચાર્જ થયેલા કણોનું પર્યાવરણમાં સ્થાનાંતરણ અને ઇલેક્ટ્રોન અને સકારાત્મક ચાર્જ આયનોના પુનઃસંયોજન દ્વારા, જે તેમના વિઘટન પર ખર્ચવામાં આવેલી ઊર્જાના વળતર સાથે તટસ્થ કણોમાં ફરીથી ભેગા થાય છે. આ કિસ્સામાં, ગરમી પર્યાવરણમાં દૂર કરવામાં આવે છે.
આમ, ગણવામાં આવેલ પ્રક્રિયાના ત્રણ તબક્કાઓને ઓળખી શકાય છે: આર્ક ઇગ્નીશન, જ્યારે આંચકા આયનીકરણ અને કેથોડમાંથી ઇલેક્ટ્રોનના ઉત્સર્જનને કારણે, ચાપ ડિસ્ચાર્જ શરૂ થાય છે અને આયનીકરણની તીવ્રતા ડીયોનાઇઝેશન કરતાં વધુ હોય છે, ચાપનું સ્થિર બર્નિંગ દ્વારા સમર્થિત ચાપ સિલિન્ડરમાં થર્મલ આયનીકરણ જ્યારે આયનીકરણ અને ડીયોનાઇઝેશનની તીવ્રતા સમાન હોય છે, જ્યારે ડીયોનાઇઝેશનની તીવ્રતા આયનીકરણ કરતા વધારે હોય ત્યારે ચાપનું અદ્રશ્ય થવું.
ઇલેક્ટ્રિકલ સ્વિચિંગ ઉપકરણોમાં ચાપને ઓલવવાની પદ્ધતિઓ
વિદ્યુત સર્કિટના તત્વોને ડિસ્કનેક્ટ કરવા અને સ્વિચિંગ ઉપકરણને નુકસાનને બાકાત રાખવા માટે, ફક્ત તેના સંપર્કો ખોલવા માટે જ નહીં, પણ તેમની વચ્ચે દેખાતા ચાપને ઓલવવા માટે પણ જરૂરી છે. આર્ક ઓલવવાની પ્રક્રિયાઓ, તેમજ બર્નિંગ, વૈકલ્પિક વર્તમાન અને ડાયરેક્ટ કરંટ સાથે અલગ છે.આ એ હકીકત દ્વારા નક્કી કરવામાં આવે છે કે પ્રથમ કિસ્સામાં ચાપમાં વર્તમાન દર અર્ધ-ચક્રમાં શૂન્યમાંથી પસાર થાય છે. આ સમયે, ચાપમાં ઊર્જાનું પ્રકાશન અટકી જાય છે અને ચાપ સ્વયંભૂ ઓલવાઈ જાય છે અને પછી દરેક વખતે ફરીથી સળગે છે.
વ્યવહારમાં, ચાપમાંનો પ્રવાહ શૂન્ય ક્રોસિંગ કરતાં થોડો વહેલો શૂન્યની નજીક બની જાય છે, કારણ કે વર્તમાન ઘટવાથી, ચાપને પૂરી પાડવામાં આવતી ઊર્જા ઘટે છે, અને ચાપનું તાપમાન તે મુજબ ઘટે છે અને થર્મલ આયનીકરણ બંધ થાય છે. આ કિસ્સામાં, આર્ક ગેપમાં ડીયોનાઇઝેશન પ્રક્રિયા સઘન રીતે ચાલુ રહે છે. જો તમે આ સમયે સંપર્કો ખોલો છો અને ઝડપથી ખોલો છો, તો પછીના વિદ્યુત વિક્ષેપ આવી શકશે નહીં અને સર્કિટ આર્સિંગ વિના ડિસ્કનેક્ટ થઈ જશે. વ્યવહારમાં, જો કે, આ કરવું અત્યંત મુશ્કેલ છે, અને તેથી ચાપના લુપ્તતાને વેગ આપવા, ચાપની જગ્યાને ઠંડકની ખાતરી કરવા અને ચાર્જ થયેલા કણોની સંખ્યા ઘટાડવા માટે વિશેષ પગલાં લેવામાં આવે છે.
ડીયોનાઇઝેશનના પરિણામે, ગેપની ડાઇલેક્ટ્રિક તાકાત ધીમે ધીમે વધે છે અને તે જ સમયે તેમાં પુનઃપ્રાપ્તિ વોલ્ટેજ વધે છે. આ મૂલ્યોનો ગુણોત્તર તેના પર આધાર રાખે છે કે મેઘધનુષ્ય સમયગાળાના આગલા અર્ધમાં પ્રકાશિત થશે કે નહીં. જો ગેપની ડાઇલેક્ટ્રિક તાકાત ઝડપથી વધે છે અને પુનઃપ્રાપ્તિ વોલ્ટેજ કરતા વધારે છે, તો ચાપ હવે સળગશે નહીં, અન્યથા સ્થિર ચાપ પ્રદાન કરવામાં આવશે. પ્રથમ સ્થિતિ ચાપ quenching સમસ્યા વ્યાખ્યાયિત કરે છે.
સ્વીચગિયરમાં વિવિધ ચાપ શમન પદ્ધતિઓનો ઉપયોગ થાય છે.
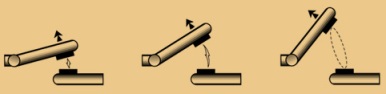
ચાપ વિસ્તરે છે
જો ઇલેક્ટ્રિકલ સર્કિટના ડિસ્કનેક્શન દરમિયાન સંપર્કો અલગ પડે છે, તો પરિણામી ચાપ ખેંચાય છે.તે જ સમયે, ચાપની ઠંડકની સ્થિતિમાં સુધારો થાય છે કારણ કે તેની સપાટીનો વિસ્તાર વધે છે અને બર્ન કરવા માટે વધુ વોલ્ટેજની જરૂર પડે છે.
લાંબી ચાપને ટૂંકા ચાપની શ્રેણીમાં વિભાજીત કરવી
જો સંપર્કો ખોલતી વખતે બનેલી ચાપ K શોર્ટ આર્ક્સમાં વિભાજિત થાય, ઉદાહરણ તરીકે મેટલ ગ્રીડમાં ખેંચીને, તો તે બુઝાઈ જશે. સામાન્ય રીતે, એડી પ્રવાહો દ્વારા ગ્રીડ પ્લેટોમાં પ્રેરિત ઇલેક્ટ્રોમેગ્નેટિક ક્ષેત્રના પ્રભાવ હેઠળ આર્ક મેટલ ગ્રીડમાં દાખલ થાય છે. આર્ક ક્વેન્ચિંગની આ પદ્ધતિ 1 kV થી નીચેના વોલ્ટેજ માટે સ્વીચગિયરમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે, ખાસ કરીને ઓટોમેટિક એર સ્વીચોમાં.
સાંકડી સ્લોટમાં આર્ક કૂલિંગ
નાના ચાપને બુઝાવવાની સુવિધા છે. તેથી, માં સ્વિચિંગ ઉપકરણો રેખાંશ સ્લોટવાળા આર્ક ચુટ્સનો વ્યાપકપણે ઉપયોગ થાય છે (આવા સ્લોટની ધરી આર્ક સિલિન્ડરની ધરી સાથે દિશામાં એકરુપ હોય છે). આવા અંતર સામાન્ય રીતે ઇન્સ્યુલેટીંગ ચાપ-પ્રતિરોધક સામગ્રીથી બનેલા ચેમ્બરમાં રચાય છે. ઠંડી સપાટીઓ સાથે ચાપના સંપર્કને લીધે, તેની તીવ્ર ઠંડક થાય છે, પર્યાવરણમાં ચાર્જ થયેલા કણોનું પ્રસાર અને તે મુજબ, ઝડપી ડીયોનાઇઝેશન.
સપાટ-સમાંતર દિવાલોવાળા સ્લોટ્સ ઉપરાંત, પાંસળી, પ્રોટ્રુઝન, એક્સ્ટેંશન (ખિસ્સા) સાથેના સ્લોટ્સનો પણ ઉપયોગ થાય છે. આ બધું આર્ક સિલિન્ડરના વિકૃતિ તરફ દોરી જાય છે અને ચેમ્બરની ઠંડી દિવાલો સાથે તેના સંપર્કના ક્ષેત્રને વધારે છે.
આર્ક સામાન્ય રીતે ચાપ સાથે ક્રિયાપ્રતિક્રિયા કરતા ચુંબકીય ક્ષેત્ર દ્વારા સાંકડા સ્લોટમાં દોરવામાં આવે છે, જેને વર્તમાન વહન કરનાર વાહક તરીકે વિચારી શકાય છે.
બાહ્ય ચુંબકીય ક્ષેત્ર ચાપને ખસેડવા માટે મોટાભાગે કોઈલ દ્વારા પ્રદાન કરવામાં આવે છે જેની વચ્ચે ચાપ થાય છે તે સંપર્કો સાથે શ્રેણીમાં જોડાયેલ હોય છે.સાંકડી સ્લોટ આર્ક ક્વેન્ચિંગનો ઉપયોગ તમામ વોલ્ટેજ માટેના ઉપકરણોમાં થાય છે.

ઉચ્ચ દબાણ ચાપ બુઝાવવાની
 સતત તાપમાનમાં, વધતા દબાણ સાથે ગેસ આયનીકરણની ડિગ્રી ઘટે છે, જ્યારે ગેસની થર્મલ વાહકતા વધે છે. અન્ય તમામ વસ્તુઓ સમાન હોવાને કારણે આર્ક કૂલિંગમાં સુધારો થાય છે. ચુસ્તપણે બંધ ચેમ્બરમાં ચાપ દ્વારા જ બનાવેલ ઉચ્ચ દબાણ દ્વારા બુઝાવવાની ચાપ, ફ્યુઝ અને અન્ય સંખ્યાબંધ ઉપકરણોમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.
સતત તાપમાનમાં, વધતા દબાણ સાથે ગેસ આયનીકરણની ડિગ્રી ઘટે છે, જ્યારે ગેસની થર્મલ વાહકતા વધે છે. અન્ય તમામ વસ્તુઓ સમાન હોવાને કારણે આર્ક કૂલિંગમાં સુધારો થાય છે. ચુસ્તપણે બંધ ચેમ્બરમાં ચાપ દ્વારા જ બનાવેલ ઉચ્ચ દબાણ દ્વારા બુઝાવવાની ચાપ, ફ્યુઝ અને અન્ય સંખ્યાબંધ ઉપકરણોમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.
તેલમાં આર્ક શમન
જો સંપર્કો સ્વિચ કરી રહ્યા છીએ તેલમાં મૂકવામાં આવે છે, જ્યારે તે ખોલવામાં આવે છે ત્યારે બનેલી ચાપ તેલના તીવ્ર બાષ્પીભવન તરફ દોરી જાય છે. પરિણામે, ચાપની આસપાસ ગેસ પરપોટો (પરબિડીયું) રચાય છે, જેમાં મુખ્યત્વે હાઇડ્રોજન (70 ... 80%), તેમજ તેલની વરાળનો સમાવેશ થાય છે. ઉત્સર્જિત વાયુઓ આર્ક સિલિન્ડરના વિસ્તારમાં સીધી ઝડપે પ્રવેશ કરે છે, બબલમાં ઠંડા અને ગરમ ગેસના મિશ્રણનું કારણ બને છે, સઘન ઠંડક પ્રદાન કરે છે અને તે મુજબ, આર્ક ગેપનું ડીયોનાઇઝેશન. વધુમાં, વાયુઓની ડીયોનાઇઝિંગ ક્ષમતા તેલના ઝડપી વિઘટન દરમિયાન બનેલા બબલની અંદરના દબાણને વધારે છે.
તેલમાં ચાપ ઓલવવાની પ્રક્રિયાની તીવ્રતા જેટલી વધુ હોય છે તેટલી વધુ ચાપ તેલના સંપર્કમાં આવે છે અને ચાપની તુલનામાં તેલ જેટલી ઝડપથી આગળ વધે છે. આ જોતાં, આર્ક ગેપ બંધ ઇન્સ્યુલેટીંગ ઉપકરણ દ્વારા મર્યાદિત છે - આર્ક ચુટ... આ ચેમ્બરમાં, ચાપ સાથે તેલનો નજીકનો સંપર્ક બનાવવામાં આવે છે, અને ઇન્સ્યુલેટીંગ પ્લેટો અને ડિસ્ચાર્જ છિદ્રોની મદદથી, કાર્યકારી ચેનલો રચાય છે. જેના દ્વારા તેલ અને વાયુઓની હિલચાલ, ચાપને સઘન બ્લોઆઉટ (બ્લોઆઉટ) પ્રદાન કરે છે.
 આર્ક ચુટ્સ ઓપરેશનના સિદ્ધાંત અનુસાર, તેમને ત્રણ મુખ્ય જૂથોમાં વહેંચવામાં આવે છે: સ્વ-ફૂંકાતા સાથે, જ્યારે ચાપમાં મુક્ત થતી ઊર્જાને કારણે ચાપના વિસ્તારમાં ઉચ્ચ દબાણ અને ગેસની ગતિની ગતિ ઉત્પન્ન થાય છે, જ્યારે ચાપ ચુંબકીય ક્ષેત્રની ક્રિયા હેઠળ હોય છે, ત્યારે તે ચુંબકીય ક્ષેત્રની ક્રિયા હેઠળ હોય છે, ખાસ પમ્પિંગ હાઇડ્રોલિક મિકેનિઝમ્સની મદદથી, તેલમાં ચુંબકીય શમન સાથે બળજબરીથી તેલ ફૂંકાય છે.
આર્ક ચુટ્સ ઓપરેશનના સિદ્ધાંત અનુસાર, તેમને ત્રણ મુખ્ય જૂથોમાં વહેંચવામાં આવે છે: સ્વ-ફૂંકાતા સાથે, જ્યારે ચાપમાં મુક્ત થતી ઊર્જાને કારણે ચાપના વિસ્તારમાં ઉચ્ચ દબાણ અને ગેસની ગતિની ગતિ ઉત્પન્ન થાય છે, જ્યારે ચાપ ચુંબકીય ક્ષેત્રની ક્રિયા હેઠળ હોય છે, ત્યારે તે ચુંબકીય ક્ષેત્રની ક્રિયા હેઠળ હોય છે, ખાસ પમ્પિંગ હાઇડ્રોલિક મિકેનિઝમ્સની મદદથી, તેલમાં ચુંબકીય શમન સાથે બળજબરીથી તેલ ફૂંકાય છે.
 સૌથી અસરકારક અને સરળ સ્વ-ઇન્ફ્લેટીંગ આર્ક ચુટ્સ... ચેનલોના સ્થાન અને એક્ઝોસ્ટ ઓપનિંગ્સના આધારે, ચેમ્બરને અલગ પાડવામાં આવે છે જેમાં આર્કના પ્રવાહ સાથે ગેસ-સ્ટીમ મિશ્રણ અને તેલનું સઘન ફૂંકાય છે (રેખાંશ ફૂંકાય છે) અથવા આર્ક દ્વારા (ટ્રાન્સવર્સ બ્લોઇંગ) પ્રદાન કરવામાં આવે છે). 1 kV થી ઉપરના વોલ્ટેજ માટે સર્કિટ બ્રેકર્સમાં ગણવામાં આવેલ આર્ક ઓલવવાની પદ્ધતિઓનો વ્યાપકપણે ઉપયોગ થાય છે.
સૌથી અસરકારક અને સરળ સ્વ-ઇન્ફ્લેટીંગ આર્ક ચુટ્સ... ચેનલોના સ્થાન અને એક્ઝોસ્ટ ઓપનિંગ્સના આધારે, ચેમ્બરને અલગ પાડવામાં આવે છે જેમાં આર્કના પ્રવાહ સાથે ગેસ-સ્ટીમ મિશ્રણ અને તેલનું સઘન ફૂંકાય છે (રેખાંશ ફૂંકાય છે) અથવા આર્ક દ્વારા (ટ્રાન્સવર્સ બ્લોઇંગ) પ્રદાન કરવામાં આવે છે). 1 kV થી ઉપરના વોલ્ટેજ માટે સર્કિટ બ્રેકર્સમાં ગણવામાં આવેલ આર્ક ઓલવવાની પદ્ધતિઓનો વ્યાપકપણે ઉપયોગ થાય છે.
1 kV ઉપરના વોલ્ટેજ માટે ઉપકરણોમાં ચાપને ઓલવવાની અન્ય પદ્ધતિઓ
 ચાપને બુઝાવવાની ઉપરોક્ત પદ્ધતિઓ ઉપરાંત, તેઓ આનો પણ ઉપયોગ કરે છે: સંકુચિત હવા, જેનો પ્રવાહ ચાપને તેની સાથે અથવા તેની તરફ ફૂંકાય છે, તેની તીવ્ર ઠંડકને સુનિશ્ચિત કરે છે (હવાને બદલે, અન્ય વાયુઓનો ઉપયોગ કરવામાં આવે છે, જે ઘણી વખત ઘન ગેસ-જનરેટિંગમાંથી મેળવવામાં આવે છે. સામગ્રી — ફાઇબર, પ્લાસ્ટિકના જૂથમાંથી પ્લાસ્ટિક, વગેરે — બર્નિંગ આર્ક દ્વારા જ તેમના વિઘટનના ભોગે), SF6 (સલ્ફર હેક્સાફ્લોરાઇડ), જે હવા અને હાઇડ્રોજન કરતાં ઊંચી વિદ્યુત શક્તિ ધરાવે છે, જેના પરિણામે આ વાયુમાં સળગતી ચાપ, વાતાવરણીય દબાણમાં પણ, ઝડપથી ઓલવાઈ જાય છે, અત્યંત દુર્લભ ગેસ (વેક્યુમ) જ્યારે સંપર્કો ખોલવામાં આવે છે, જેમાં ચાપ બળી જાય છે. શૂન્યમાંથી વિદ્યુતપ્રવાહના પ્રથમ માર્ગ પછી સળગતું નથી (ઓલવતું નથી).
ચાપને બુઝાવવાની ઉપરોક્ત પદ્ધતિઓ ઉપરાંત, તેઓ આનો પણ ઉપયોગ કરે છે: સંકુચિત હવા, જેનો પ્રવાહ ચાપને તેની સાથે અથવા તેની તરફ ફૂંકાય છે, તેની તીવ્ર ઠંડકને સુનિશ્ચિત કરે છે (હવાને બદલે, અન્ય વાયુઓનો ઉપયોગ કરવામાં આવે છે, જે ઘણી વખત ઘન ગેસ-જનરેટિંગમાંથી મેળવવામાં આવે છે. સામગ્રી — ફાઇબર, પ્લાસ્ટિકના જૂથમાંથી પ્લાસ્ટિક, વગેરે — બર્નિંગ આર્ક દ્વારા જ તેમના વિઘટનના ભોગે), SF6 (સલ્ફર હેક્સાફ્લોરાઇડ), જે હવા અને હાઇડ્રોજન કરતાં ઊંચી વિદ્યુત શક્તિ ધરાવે છે, જેના પરિણામે આ વાયુમાં સળગતી ચાપ, વાતાવરણીય દબાણમાં પણ, ઝડપથી ઓલવાઈ જાય છે, અત્યંત દુર્લભ ગેસ (વેક્યુમ) જ્યારે સંપર્કો ખોલવામાં આવે છે, જેમાં ચાપ બળી જાય છે. શૂન્યમાંથી વિદ્યુતપ્રવાહના પ્રથમ માર્ગ પછી સળગતું નથી (ઓલવતું નથી).