ધાતુઓનું ઇન્ડક્શન હીટિંગ, સખ્તાઇ અને ઇન્ડક્શન ગલન
સૌથી પરફેક્ટ પ્રકારનું હીટિંગ એ છે કે જેમાં સીધો જ ગરમ શરીરમાં ગરમી ઉત્પન્ન થાય છે. ગરમીની આ પદ્ધતિ શરીરમાંથી ઇલેક્ટ્રિક પ્રવાહ પસાર કરીને ખૂબ જ સારી રીતે કરવામાં આવે છે. જો કે, પ્રત્યક્ષ - ઇલેક્ટ્રિકલ સર્કિટમાં ગરમ શરીરનો સમાવેશ તકનીકી અને વ્યવહારુ કારણોસર હંમેશા શક્ય નથી.
આ કિસ્સાઓમાં, ઇન્ડક્શન હીટિંગનો ઉપયોગ કરીને એક સંપૂર્ણ પ્રકારની ગરમીનો અનુભવ કરી શકાય છે, જ્યાં ગરમી પણ ગરમ શરીરમાં જ ઉત્પન્ન થાય છે, જે ભઠ્ઠીની દિવાલોમાં અથવા અન્ય હીટિંગ તત્વોમાં બિનજરૂરી, સામાન્ય રીતે મોટા, ઉર્જા વપરાશને દૂર કરે છે. તેથી, વધેલા અને ઉચ્ચ આવર્તનના પ્રવાહો ઉત્પન્ન કરવાની પ્રમાણમાં ઓછી કાર્યક્ષમતા હોવા છતાં, ઇન્ડક્શન હીટિંગની એકંદર કાર્યક્ષમતા ઘણી વખત કરતાં વધુ હોય છે. અન્ય હીટિંગ પદ્ધતિઓ સાથે.

ઇન્ડક્શન પદ્ધતિ બિન-ધાતુના શરીરને તેમની સમગ્ર જાડાઈમાં સમાનરૂપે ઝડપથી ગરમ કરવાની મંજૂરી આપે છે.આવા શરીરની નબળી થર્મલ વાહકતા તેમના આંતરિક સ્તરોને સામાન્ય રીતે, એટલે કે, બહારથી ગરમી સપ્લાય કરીને ઝડપથી ગરમ થવાની શક્યતાને બાકાત રાખે છે. ઇન્ડક્શન પદ્ધતિમાં, બાહ્ય સ્તરો અને આંતરિક બંનેમાં સમાન રીતે ગરમી ઉત્પન્ન થાય છે, અને જો બાહ્ય સ્તરોનું જરૂરી થર્મલ ઇન્સ્યુલેશન કરવામાં ન આવે તો પછીના વધુ ગરમ થવાનું જોખમ પણ હોઈ શકે છે.
ઇન્ડક્શન હીટિંગની ખાસ કરીને મૂલ્યવાન મિલકત એ છે કે ગરમ શરીરમાં ઊર્જાની ખૂબ જ ઊંચી સાંદ્રતાની શક્યતા છે, જે ચોક્કસ માત્રા માટે સરળતાથી અનુકૂળ છે. માત્ર ઇલેક્ટ્રિક ચાપ ઊર્જા ઘનતાનો સમાન ક્રમ મેળવી શકાય છે, પરંતુ આ હીટિંગ પદ્ધતિને નિયંત્રિત કરવી મુશ્કેલ છે.
ઇન્ડક્શન હીટિંગની લાક્ષણિકતાઓ અને જાણીતા ફાયદાઓએ ઘણા ઉદ્યોગોમાં તેના ઉપયોગ માટે વિશાળ તકો ઊભી કરી છે. વધુમાં, તે તમને નવા પ્રકારની રચનાઓ બનાવવા માટે પરવાનગી આપે છે જે પરંપરાગત ગરમી સારવાર પદ્ધતિઓ માટે બિલકુલ શક્ય નથી.

શારીરિક પ્રક્રિયા
ઇન્ડક્શન ફર્નેસ અને ઉપકરણોમાં, વિદ્યુત વાહક ગરમ શરીરમાં ગરમી વૈકલ્પિક ઇલેક્ટ્રોમેગ્નેટિક ફિલ્ડ દ્વારા પ્રેરિત કરંટ દ્વારા છોડવામાં આવે છે. આ રીતે, અહીં સીધી ગરમી થાય છે.
ધાતુઓની ઇન્ડક્શન હીટિંગ બે ભૌતિક નિયમો પર આધારિત છે: ઇલેક્ટ્રોમેગ્નેટિક ઇન્ડક્શનનો ફેરાડે-મેક્સવેલ કાયદો અને જૌલ-લેન્ઝ કાયદો. મેટલ બોડી (ખાલી, ભાગો, વગેરે) મૂકવામાં આવે છે વૈકલ્પિક ચુંબકીય ક્ષેત્ર, જે તેમનામાં વાવંટોળ ઊભો કરે છે ઇલેક્ટ્રિક ક્ષેત્ર… ઇન્ડક્શનનું EMF ચુંબકીય પ્રવાહના ફેરફારના દર દ્વારા નક્કી કરવામાં આવે છે. ઇન્ડક્શન ઇએમએફની ક્રિયા હેઠળ, એડી પ્રવાહો (શરીરની અંદર બંધ) શરીરમાં વહે છે, ગરમી મુક્ત કરે છે જૌલ-લેન્ઝ કાયદા અનુસાર… આ EMF મેટલમાં બનાવવામાં આવે છે વૈકલ્પિક પ્રવાહ, આ પ્રવાહો દ્વારા પ્રકાશિત થર્મલ ઊર્જા ધાતુને ગરમ કરવા માટેનું કારણ બને છે. ઇન્ડક્શન હીટિંગ સીધી અને બિન-સંપર્ક છે. તે તમને સૌથી પ્રત્યાવર્તન ધાતુઓ અને એલોયને ઓગળવા માટે પૂરતા તાપમાન સુધી પહોંચવાની મંજૂરી આપે છે.
તીવ્ર ઇન્ડક્શન હીટિંગ ફક્ત ઉચ્ચ તીવ્રતા અને આવર્તનના ઇલેક્ટ્રોમેગ્નેટિક ક્ષેત્રોમાં જ શક્ય છે, જે વિશિષ્ટ ઉપકરણો - ઇન્ડક્ટર્સ દ્વારા બનાવવામાં આવે છે. ઇન્ડક્ટર્સ 50 હર્ટ્ઝ નેટવર્ક (ઔદ્યોગિક આવર્તન સ્થાપનો) દ્વારા અથવા અલગ ઊર્જા સ્ત્રોતો દ્વારા સંચાલિત થાય છે - મધ્યમ અને ઉચ્ચ આવર્તન જનરેટર અને કન્વર્ટર.
ઓછી-આવર્તન પરોક્ષ ઇન્ડક્શન હીટિંગ ઉપકરણોનો સૌથી સરળ ઇન્ડક્ટર એ અવાહક વાયર (વિસ્તૃત અથવા કોઇલ) છે જે મેટલ ટ્યુબની અંદર મૂકવામાં આવે છે અથવા તેની સપાટી પર સુપરઇમ્પોઝ કરવામાં આવે છે. ટ્યુબમાં ઇન્ડક્ટર વાયરમાંથી પ્રવાહ વહેતો હોવાથી, તે ગરમ થાય છે એડી કરંટ… ટ્યુબમાંથી ગરમી (ક્રુસિબલ, કન્ટેનર પણ હોઈ શકે છે) ગરમ માધ્યમમાં ટ્રાન્સફર થાય છે (ટ્યુબમાંથી વહેતું પાણી, હવા વગેરે).
ઇન્ડક્શન હીટિંગ અને મેટલ્સ સખત
મધ્યમ અને ઉચ્ચ ફ્રીક્વન્સીઝ પર ધાતુઓની સૌથી વધુ ઉપયોગમાં લેવાતી સીધી ઇન્ડક્શન હીટિંગ. આ માટે, ખાસ ડિઝાઇનવાળા ઇન્ડક્ટરનો ઉપયોગ થાય છે. ઇન્ડક્ટર ઉત્સર્જન કરે છે ઇલેક્ટ્રોમેગ્નેટિક તરંગ, જે ગરમ શરીર પર પડે છે અને તેમાં મૃત્યુ પામે છે. શોષિત તરંગની ઊર્જા શરીરમાં ગરમીમાં રૂપાંતરિત થાય છે. હીટિંગ ગુણાંક એ ઉત્સર્જિત ઇલેક્ટ્રોમેગ્નેટિક તરંગ (સપાટ, નળાકાર, વગેરે) ના આકારની શરીરના આકારની નજીક હોય તેટલું વધારે હોય છે. તેથી, ફ્લેટ ઇન્ડક્ટરનો ઉપયોગ ફ્લેટ બોડીને ગરમ કરવા માટે થાય છે, નળાકાર (સોલેનોઇડ) ઇન્ડક્ટરનો ઉપયોગ નળાકાર વર્કપીસ માટે થાય છે.સામાન્ય કિસ્સામાં, ઇલેક્ટ્રોમેગ્નેટિક ઊર્જાને ઇચ્છિત દિશામાં કેન્દ્રિત કરવાની જરૂરિયાતને કારણે તેઓ જટિલ આકાર ધરાવી શકે છે.
ઇન્ડક્શન એનર્જી ઇનપુટની લાક્ષણિકતા એ ફ્લો ઝોનની અવકાશી ગોઠવણીને નિયંત્રિત કરવાની ક્ષમતા છે. એડી કરંટ.
પ્રથમ, ઇન્ડક્ટર દ્વારા આવરી લેવામાં આવેલા વિસ્તારમાં એડી પ્રવાહ વહે છે. શરીરના એકંદર કદને ધ્યાનમાં લીધા વિના, ઇન્ડક્ટર સાથે ચુંબકીય સંપર્કમાં રહેલા શરીરના માત્ર તે જ ભાગને ગરમ કરવામાં આવે છે.
બીજું, એડી વર્તમાન પરિભ્રમણ ઝોનની ઊંડાઈ અને તેથી ઊર્જા પ્રકાશન ક્ષેત્ર, અન્ય પરિબળોની વચ્ચે, ઇન્ડક્ટર વર્તમાનની આવર્તન પર આધારિત છે (ઓછી આવર્તન પર વધે છે અને વધતી આવર્તન સાથે ઘટે છે).
ઇન્ડક્ટરથી ગરમ પ્રવાહમાં ઊર્જા ટ્રાન્સફરની કાર્યક્ષમતા તેમની વચ્ચેના અંતરના કદ પર આધારિત છે અને તે ઘટે છે તેમ વધે છે.

ઇન્ડક્શન હીટિંગનો ઉપયોગ સ્ટીલ ઉત્પાદનોની સપાટીને સખત બનાવવા માટે, પ્લાસ્ટિક વિકૃતિ (ફોર્જિંગ, સ્ટેમ્પિંગ, પ્રેસિંગ, વગેરે), મેટલ મેલ્ટિંગ, હીટ ટ્રીટમેન્ટ (એનિલિંગ, ટેમ્પરિંગ, નોર્મલાઇઝિંગ, સખ્તાઇ), વેલ્ડિંગ, લેયરિંગ, મેટલ બ્રેઝિંગ માટે ગરમી દ્વારા થાય છે.

પરોક્ષ ઇન્ડક્શન હીટિંગનો ઉપયોગ હીટિંગ પ્રક્રિયાના સાધનો (પાઈપલાઈન, કન્ટેનર, વગેરે), હીટિંગ લિક્વિડ મીડિયા, સૂકવણી કોટિંગ્સ, સામગ્રી (ઉદાહરણ તરીકે, લાકડું) માટે થાય છે. ઇન્ડક્શન હીટિંગ ઇન્સ્ટોલેશનનું સૌથી મહત્વપૂર્ણ પરિમાણ આવર્તન છે. દરેક પ્રક્રિયા માટે (સપાટી સખ્તાઇ, ગરમી દ્વારા) ત્યાં એક શ્રેષ્ઠ આવર્તન શ્રેણી છે જે શ્રેષ્ઠ તકનીકી અને આર્થિક સૂચકાંકો પ્રદાન કરે છે. ઇન્ડક્શન હીટિંગ માટે 50 Hz થી 5 MHz સુધીની ફ્રીક્વન્સીનો ઉપયોગ થાય છે.
ઇન્ડક્શન હીટિંગના ફાયદા
1) વિદ્યુત ઊર્જાને સીધા ગરમ શરીરમાં સ્થાનાંતરિત કરવાથી વાહક સામગ્રીને સીધી ગરમી કરવાની મંજૂરી મળે છે. આ કિસ્સામાં, પરોક્ષ ક્રિયા સાથેના સ્થાપનોની તુલનામાં હીટિંગ રેટમાં વધારો થાય છે, જ્યાં ઉત્પાદન માત્ર સપાટી પરથી જ ગરમ થાય છે.
2) ગરમ શરીરમાં સીધા વિદ્યુત ઊર્જાના સ્થાનાંતરણ માટે સંપર્ક ઉપકરણોની જરૂર નથી. જ્યારે શૂન્યાવકાશ અને રક્ષણાત્મક માધ્યમોનો ઉપયોગ કરવામાં આવે ત્યારે સ્વચાલિત ઉત્પાદન ઉત્પાદનની સ્થિતિમાં તે અનુકૂળ છે.
3) સપાટીની અસરની ઘટનાને લીધે, ગરમ ઉત્પાદનની સપાટીના સ્તરમાં મહત્તમ શક્તિ પ્રકાશિત થાય છે. તેથી, ઠંડક દરમિયાન ઇન્ડક્શન હીટિંગ ઉત્પાદનની સપાટીના સ્તરને ઝડપી ગરમી પ્રદાન કરે છે. આ પ્રમાણમાં ચીકણું માધ્યમ સાથે ભાગની ઉચ્ચ સપાટીની કઠિનતા મેળવવાનું શક્ય બનાવે છે. ઇન્ડક્શન સપાટી સખ્તાઇ અન્ય સપાટી સખ્તાઇ પદ્ધતિઓ કરતાં ઝડપી અને વધુ આર્થિક છે.
4) મોટાભાગના કિસ્સાઓમાં ઇન્ડક્શન હીટિંગ ઉત્પાદકતામાં સુધારો કરે છે અને કામ કરવાની પરિસ્થિતિઓમાં સુધારો કરે છે.
ઇન્ડક્શન ગલન ભઠ્ઠી
ઇન્ડક્શન ફર્નેસ અથવા ઉપકરણને એક પ્રકારના ટ્રાન્સફોર્મર તરીકે માનવામાં આવે છે જેમાં પ્રાથમિક કોઇલ (ઇન્ડક્ટર) વૈકલ્પિક વર્તમાન સ્ત્રોત સાથે જોડાયેલ હોય છે અને ગરમ શરીર પોતે ગૌણ કોઇલ તરીકે કામ કરે છે.
ઇન્ડક્શન મેલ્ટિંગ ફર્નેસની કાર્યકારી પ્રક્રિયા બાથ અથવા ક્રુસિબલમાં પ્રવાહી ધાતુની ઇલેક્ટ્રોડાયનેમિક અને થર્મલ હિલચાલ દ્વારા વર્ગીકૃત થયેલ છે, જે સમાન રચના અને સમગ્ર વોલ્યુમમાં તેના સમાન તાપમાન સાથે મેટલ મેળવવામાં ફાળો આપે છે, તેમજ ઓછી ધાતુનો કચરો (ઘણી વખત ઓછો) આર્ક ભઠ્ઠીઓ કરતાં સહેજ).
ઇન્ડક્શન મેલ્ટિંગ ફર્નેસનો ઉપયોગ કાસ્ટિંગના ઉત્પાદનમાં થાય છે, જેમાં સ્ટીલ, કાસ્ટ આયર્ન, નોન-ફેરસ મેટલ્સ અને એલોયનો સમાવેશ થાય છે.
ઇન્ડક્શન મેલ્ટિંગ ફર્નેસને ઔદ્યોગિક ફ્રીક્વન્સી ચેનલ ફર્નેસ અને ઔદ્યોગિક, મધ્યમ અને ઉચ્ચ આવર્તન ક્રુસિબલ ફર્નેસમાં વિભાજિત કરી શકાય છે.
ઇન્ડક્શન ડક્ટ ફર્નેસ એ ટ્રાન્સફોર્મર છે, સામાન્ય રીતે પાવર ફ્રીક્વન્સી (50 Hz) પર. ટ્રાન્સફોર્મરનું ગૌણ વિન્ડિંગ એ પીગળેલી ધાતુનું વિન્ડિંગ છે. ધાતુ વલયાકાર પ્રત્યાવર્તન ચેનલમાં બંધ છે.
મુખ્ય ચુંબકીય પ્રવાહ ચેનલની ધાતુમાં EMF પ્રેરિત કરે છે, EMF પ્રવાહ બનાવે છે, વર્તમાન મેટલને ગરમ કરે છે, તેથી ઇન્ડક્શન ચેનલ ફર્નેસ શોર્ટ-સર્કિટ મોડમાં કાર્યરત ટ્રાન્સફોર્મર જેવી જ છે.
ચેનલ ફર્નેસના ઇન્ડક્ટર્સ રેખાંશ કોપર ટ્યુબથી બનેલા હોય છે, તે પાણીથી ઠંડુ થાય છે, હર્થના ચેનલના ભાગને પંખા દ્વારા અથવા કેન્દ્રિય હવા પ્રણાલી દ્વારા ઠંડુ કરવામાં આવે છે.

ચેનલ ઇન્ડક્શન ફર્નેસ ધાતુના એક વર્ગમાંથી બીજા વર્ગમાં દુર્લભ સંક્રમણો સાથે સતત કામગીરી માટે ડિઝાઇન કરવામાં આવી છે. ચેનલ ઇન્ડક્શન ફર્નેસનો ઉપયોગ મુખ્યત્વે એલ્યુમિનિયમ અને તેના એલોય, તેમજ તાંબુ અને તેના કેટલાક એલોયને ગલન કરવા માટે થાય છે. ફર્નેસની અન્ય શ્રેણીઓ ફાઉન્ડ્રી મોલ્ડમાં કાસ્ટ કરતા પહેલા પ્રવાહી આયર્ન, નોન-ફેરસ ધાતુઓ અને એલોયને પકડી રાખવા અને સુપરહીટિંગ કરવા માટે મિક્સર તરીકે વિશિષ્ટ છે.
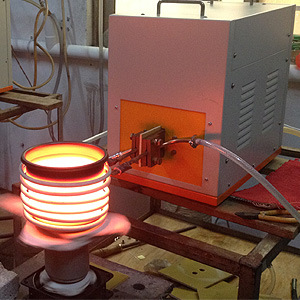
ઇન્ડક્શન ક્રુસિબલ ફર્નેસનું સંચાલન વાહક ચાર્જ દ્વારા ઇલેક્ટ્રોમેગ્નેટિક ઊર્જાના શોષણ પર આધારિત છે. સેલને નળાકાર કોઇલની અંદર મૂકવામાં આવે છે - એક ઇન્ડક્ટર. વિદ્યુત દ્રષ્ટિકોણથી, ઇન્ડક્શન ક્રુસિબલ ફર્નેસ એ શોર્ટ-સર્કિટેડ એર ટ્રાન્સફોર્મર છે જેની સેકન્ડરી વિન્ડિંગ એ વાહક ચાર્જ છે.
ઇન્ડક્શન ક્રુસિબલ ફર્નેસનો ઉપયોગ મુખ્યત્વે ઓપરેશનના બેચ મોડમાં ડાઇ કાસ્ટિંગ ધાતુઓને ગલન કરવા માટે થાય છે અને ઓપરેશનના મોડને ધ્યાનમાં લીધા વિના, કાંસ્ય જેવા ચોક્કસ એલોયને ઓગાળવા માટે, જે ચેનલ ફર્નેસના અસ્તરને પ્રતિકૂળ અસર કરે છે.